Glass
") From Britannica 11th Edition (1911)
From Britannica 11th Edition (1911) Glass (O.E. glæs, cf. Ger. Glas, perhaps derived from an old Teutonic root gla-, a variant of glo-, having the general sense of shining, cf. “glare,” “glow”), a hard substance, usually transparent or translucent, which from a fluid condition at a high temperature has passed to a solid condition with sufficient rapidity to prevent the formation of visible crystals. There are many varieties of glass differing widely in chemical composition and in physical qualities. Most varieties, however, have certain qualities in common. They pass through a viscous stage in cooling from a state of fluidity; they develop effects of colour when the glass mixtures are fused with certain metallic oxides; they are, when cold, bad conductors both of electricity and heat, they are easily fractured by a blow or shock and show a conchoidal fracture; they are but slightly affected by ordinary solvents, but are readily attacked by hydrofluoric acid.
The structure of glass has been the subject of repeated investigations. The theory most widely accepted at present is that glass is a quickly solidified solution, in which silica, silicates, borates, phosphates and aluminates may be either solvents or solutes, and metallic oxides and metals may be held either in solution or in suspension. Long experience has fixed the mixtures, so far as ordinary furnace temperatures are concerned, which produce the varieties of glass in common use. The essential materials of which these mixtures are made are, for English flint glass, sand, carbonate of potash and red lead; for plate and sheet glass, sand, carbonate or sulphate of soda and carbonate of lime; and for Bohemian glass, sand, carbonate of potash and carbonate of lime. It is convenient to treat these glasses as “normal” glasses, but they are in reality mixtures of silicates, and cannot rightly be regarded as definite chemical compounds or represented by definite chemical formulae.
The knowledge of the chemistry of glass-making has been considerably widened by Dr F. O. Schott’s experiments at the Jena glass-works. The commercial success of these works has demonstrated the value of pure science to manufactures.
The recent large increase in the number of varieties of glass has been chiefly due to developments in the manufacture of optical glass. Glasses possessing special qualities have been required, and have been supplied by the introduction of new combinations of materials. The range of the specific gravity of glasses from 2.5 to 5.0 illustrates the effect of modified compositions. In the same way glass can be rendered more or less fusible, and its stability can be increased both in relation to extremes of temperature and to the chemical action of solvents.
The fluidity of glass at a high temperature renders possible the processes of ladelling, pouring, casting and stirring. A mass of glass in a viscous state can be rolled with an iron roller like dough; can be rendered hollow by the pressure of the human breath or by compressed air; can be forced by air pressure, or by a mechanically driven plunger, to take the shape and impression of a mould; and can be almost indefinitely extended as solid rod or as hollow tube. So extensible is viscous glass that it can be drawn out into a filament sufficiently fine and elastic to be woven into a fabric.
Glasses are generally transparent but may be translucent or opaque. Semi-opacity due to crystallization may be induced in many glasses by maintaining them for a long period at a temperature just insufficient to cause fusion. In this way is produced the crystalline, devitrified material, known as Réaumur’s porcelain. Semi-opacity and opacity are usually produced by the addition to the glass-mixtures of materials which will remain in suspension in the glass, such as oxide of tin, oxide of arsenic, phosphate of lime, cryolite or a mixture of felspar and fluorspar.
Little is known about the actual cause of colour in glass beyond the fact that certain materials added to and melted with certain glass-mixtures will in favourable circumstances produce effects of colour. The colouring agents are generally metallic oxides. The same oxide may produce different colours with different glass-mixtures, and different oxides of the same metal may produce different colours. The purple-blue of cobalt, the chrome green or yellow of chromium, the dichroic canary-colour of uranium and the violet of manganese, are constant. Ferrous oxide produces an olive green or a pale blue according to the glass with which it is mixed. Ferric oxide gives a yellow colour, but requires the presence of an oxidizing agent to prevent reduction to the ferrous state. Lead gives a pale yellow colour. Silver oxide, mixed as a paint and spread on the surface of a piece of glass and heated, gives a permanent yellow stain. Finely divided vegetable charcoal added to a soda-lime glass gives a yellow colour. It has been suggested that the colour is due to sulphur, but the effect can be produced with a glass mixture containing no sulphur, free or combined, and by increasing the proportion of charcoal the intensity of the colour can be increased until it reaches black opacity. Selenites and selenates give a pale pink or pinkish yellow. Tellurium appears to give a pale pink tint. Nickel with a potash-lead glass gives a violet colour, and a brown colour with a soda-lime glass. Copper gives a peacock-blue which becomes green if the proportion of the copper oxide is increased. If oxide of copper is added to a glass mixture containing a strong reducing agent, a glass is produced which when first taken from the crucible is colourless but on being reheated develops a deep crimson-ruby colour. A similar glass, if its cooling is greatly retarded, produces throughout its substance minute crystals of metallic copper, and closely resembles the mineral called avanturine. There is also an intermediate stage in which the glass has a rusty red colour by reflected light, and a purple-blue colour by transmitted light. Glass containing gold behaves in almost precisely the same way, but the ruby glass is less crimson than copper ruby glass. J. E. C. Maxwell Garnett, who has studied the optical properties of these glasses, has suggested that the changes in colour correspond with changes effected in the structure of the metals as they pass gradually from solution in the glass to a state of crystallization.
Owing to impurities contained in the materials from which glasses are made, accidental coloration or discoloration is often produced. For this reason chemical agents are added to glass mixtures to remove or neutralize accidental colour. Ferrous oxide is the usual cause of discoloration. By converting ferrous into ferric oxide the green tint is changed to yellow, which is less noticeable. Oxidation may be effected by the addition to the glass mixture of a substance which gives up oxygen at a high temperature, such as manganese dioxide or arsenic trioxide. With the same object, red lead and saltpetre are used in the mixture for potash-lead glass. Manganese dioxide not only acts as a source of oxygen, but develops a pink tint in the glass, which is complementary to and neutralizes the green colour due to ferrous oxide.
Glass is a bad conductor of heat. When boiling water is poured into a glass vessel, the vessel frequently breaks, on account of the unequal expansion of the inner and outer layers. If in the process of glass manufacture a glass vessel is suddenly cooled, the constituent particles are unable to arrange themselves and the vessel remains in a state of extreme tension. The surface of the vessel may be hard, but the vessel is liable to fracture on receiving a trifling shock. M. de la Bastie’s process of “toughening” glass consisted in dipping glass, raised to a temperature slightly below the melting-point, into molten tallow. The surface of the glass was hardened, but the inner layers remained in unstable equilibrium. Directly the crust was pierced the whole mass was shattered into minute fragments. In all branches of glass manufacture the process of “annealing,” i.e. cooling the manufactured objects sufficiently slowly to allow the constituent particles to settle into a condition of equilibrium, is of vital importance. The desired result is obtained either by moving the manufactured goods gradually away from a constant source of heat, or by placing them in a heated kiln and allowing the heat gradually to die out.
 |
| Fig. 15.—Siemens’s Continuous Tank Furnace. |
The furnaces (fig. 15) employed for melting glass are usually heated with gas on the “Siemens,” or some similar system of regenerative heating. In the United States natural gas is used wherever it is available. In some English works coal is still employed for direct heating with various forms of mechanical stokers. Crude petroleum and a thin tar, resulting from the process of enriching water-gas with petroleum, have been used both with compressed air and with steam with considerable success. Electrical furnaces have not as yet been employed for ordinary glass-making on a commercial scale, but the electrical plants which have been erected for melting and moulding quartz suggest the possibility of electric heating being employed for the manufacture of glass. Many forms of apparatus have been tried for ascertaining the temperature of glass furnaces. It is usually essential that some parts of the apparatus shall be made to acquire a temperature identical with the temperature to be measured. Owing to the physical changes produced in the material exposed prolonged observations of temperature are impossible. In the Féry radiation pyrometer this difficulty is obviated, as the instrument may be placed at a considerable distance from the furnace. The radiation passing out from an opening in the furnace falls upon a concave mirror in a telescope and is focused upon a thermoelectric couple. The hotter the furnace the greater is the rise of temperature of the couple. The electromotive force thus generated is measured by a galvanometer, the scale of which is divided and figured so that the temperature may be directly read. (See Thermometry.)
In dealing with the manufacture of glass it is convenient to group the various branches in the following manner:
Manufactured Glass.
| I. Optical Glass | |
| II. Blown Glass | A. Table glass. B. Tube. Special glasses for thermometers, and other special glasses. C. Sheet and crown glass. D. Bottles. |
| III. Mechanically Pressed Glass | A. Plate and rolled plate glass. B. Pressed table glass. |
I. Optical Glass.—As regards both mode of production and essential properties optical glass differs widely from all other varieties. These differences arise primarily from the fact that glass for optical uses is required in comparatively large and thick pieces, while for most other purposes glass is used in the form of comparatively thin sheets; when, therefore, as a consequence of Dollond’s invention of achromatic telescope objectives in 1757, a demand first arose for optical glass, the industry was unable to furnish suitable material. Flint glass particularly, which appeared quite satisfactory when viewed in small pieces, was found to be so far from homogeneous as to be useless for lens construction. The first step towards overcoming this vital defect in optical glass was taken by P. L. Guinand, towards the end of the 18th century, by introducing the process of stirring the molten glass by means of a cylinder of fireclay. Guinand was induced to migrate from his home in Switzerland to Bavaria, where he worked at the production of homogeneous flint glass, first with Joseph von Utzschneider and then with J. Fraunhofer; the latter ultimately attained considerable success and produced telescope disks up to 28 centimetres (11 in.) diameter. Fraunhofer further initiated the specification of refraction and dispersion in terms of certain lines of the spectrum, and even attempted an investigation of the effect of chemical composition on the relative dispersion produced by glasses in different parts of the spectrum. Guinand’s process was further developed in France by Guinand’s sons and subsequently by Bontemps and E. Feil. In 1848 Bontemps was obliged to leave France for political reasons and came to England, where he initiated the optical glass manufacture at Chance’s glass works near Birmingham, and this firm ultimately attained a considerable reputation in the production of optical glass, especially of large disks for telescope objectives. Efforts at improving optical glass had, however, not been confined to the descendants and successors of Guinand and Fraunhofer. In 1824 the Royal Astronomical Society of London appointed a committee on the subject, the experimental work being carried out by Faraday. Faraday independently recognized the necessity for mechanical agitation of the molten glass in order to ensure homogeneity, and to facilitate his manipulations he worked with dense lead borate glasses which are very fusible, but have proved too unstable for ordinary optical purposes. Later Máes of Clichy (France) exhibited some “zinc crown” glass in small plates of optical quality at the London Exhibition of 1851; and another French glass-maker, Lamy, produced a dense thallium glass in 1867. In 1834 W. V. Harcourt began experiments in glass-making, in which he was subsequently joined by G. G. Stokes. Their object was to pursue the inquiry begun by Fraunhofer as to the effect of chemical composition on the distribution of dispersion. The specific effect of boric acid in this respect was correctly ascertained by Stokes and Harcourt, but they mistook the effect of titanic acid. J. Hopkinson, working at Chance’s glass works, subsequently made an attempt to produce a titanium silicate glass, but nothing further resulted.
The next and most important forward step in the progress of optical glass manufacture was initiated by Ernst Abbe and carried out jointly by him and O. Schott at Jena in Germany. Aided by grants from the Prussian government, these workers systematically investigated the effect of introducing a large number of different chemical substances (oxides) into vitreous fluxes. As a result a whole series of glasses of novel composition and optical properties were produced. A certain number of the most promising of these, from the purely optical point of view, had unfortunately to be abandoned for practical use owing to their chemical instability, and the problem of Fraunhofer, viz. the production of pairs of glasses of widely differing refraction and dispersion, but having a similar distribution of dispersion in the various regions of the spectrum, was not in the first instance solved. On the other hand, while in the older crown and flint glasses the relation between refraction and dispersion had been practically fixed, dispersion and refraction increasing regularly with the density of the glass, in some of the new glasses introduced by Abbe and Schott this relation is altered and a relatively low refractive index is accompanied by a relatively high dispersion, while in others a high refractive index is associated with low dispersive power.
The initiative of Abbe and Schott, which was greatly aided by the resources for scientific investigation available at the Physikalische Reichsanstalt (Imperial Physical Laboratory), led to such important developments that similar work was undertaken in France by the firm of Mantois, the successors of Feil, and somewhat later by Chance in England. The manufacture of the new varieties of glass, originally known as “Jena” glasses, is now carried out extensively and with a considerable degree of commercial success in France, and also to a less extent in England, but none of the other makers of optical glass has as yet contributed to the progress of the industry to anything like the same extent as the Jena firm.
The older optical glasses, now generally known as the “ordinary” crown and flint glasses, are all of the nature of pure silicates, the basic constituents being, in the case of crown glasses, lime and soda or lime and potash, or a mixture of both, and in the case of flint glasses, lead and either (or both) soda and potash. With the exception of the heavier flint (lead) glasses, these can be produced so as to be free both from noticeable colour and from such defects as bubbles, opaque inclusions or “striae,” but extreme care in the choice of all the raw materials and in all the manipulations is required to ensure this result. Further, these glasses, when made from properly proportioned materials, possess a very considerable degree of chemical stability, which is amply sufficient for most optical purposes. The newer glasses, on the other hand, contain a much wider variety of chemical constituents, the most important being the oxides of barium, magnesium, aluminium and zinc, used either with or without the addition of the bases already named in reference to the older glasses, and—among acid bodies—boric anhydride (B2O3) which replaces the silica of the older glasses to a varying extent. It must be admitted that, by the aid of certain of these new constituents, glasses can be produced which, as regards purity of colour, freedom from defects and chemical stability are equal or even superior to the best of the “ordinary” glasses, but it is a remarkable fact that when this is the case the optical properties of the new glass do not fall very widely outside the limits set by the older glasses. On the other hand, the more extreme the optical properties of these new glasses, i.e. the further they depart from the ratio of refractive index to dispersive power found in the older glasses, the greater the difficulty found in obtaining them of either sufficient purity or stability to be of practical use. It is, in fact, admitted that some of the glasses, most useful optically, the dense barium crown glasses, which are so widely used in modern photographic lenses, cannot be produced entirely free either from noticeable colour or from numerous small bubbles, while the chemical nature of these glasses is so sensitive that considerable care is required to protect the surfaces of lenses made from them if serious tarnishing is to be avoided. In practice, however, it is not found that the presence either of a decidedly greenish-yellow colour or of numerous small bubbles interferes at all seriously with the successful use of the lenses for the majority of purposes, so that it is preferable to sacrifice the perfection of the glass in order to secure valuable optical properties.
It is a further striking fact, not unconnected with those just enumerated, that the extreme range of optical properties covered even by the relatively large number of optical glasses now available is in reality very small. The refractive indices of all glasses at present available lie between 1.46 and 1.90, whereas transparent minerals are known having refractive indices lying considerably outside these limits; at least one of these, fluorite (calcium fluoride), is actually used by opticians in the construction of certain lenses, so that probably progress is to be looked for in a considerable widening of the limits of available optical materials; possibly such progress may lie in the direction of the artificial production of large mineral crystals.
The qualities required in optical glasses have already been partly referred to, but may now be summarized:—
1. Transparency and Freedom from Colour.—These qualities can be readily judged by inspection of the glass in pieces of considerable thickness, and they may be quantitatively measured by means of the spectro-photometer.
2. Homogeneity.—The optical desideratum is uniformity of refractive index and dispersive power throughout the mass of the glass. This is probably never completely attained, variations in the sixth significant figure of the refractive index being observed in different parts of single large blocks of the most perfect glass. While such minute and gradual variations are harmless for most optical purposes, sudden variations which generally take the form of striae or veins are fatal defects in all optical glass. In their coarsest forms such striae are readily visible to the unaided eye, but finer ones escape detection unless special means are taken for rendering them visible; such special means conveniently take the form of an apparatus for examining the glass in a beam of parallel light, when the striae scatter the light and appear as either dark or bright lines according to the position of the eye. Plate glass of the usual quality, which appears to be perfectly homogeneous when looked at in the ordinary way, is seen to be a mass of fine striae, when a considerable thickness is examined in parallel light. Plate glass is, nevertheless, considerably used for the cheaper forms of lenses, where the scattering of the light and loss of definition arising from these fine striae is not readily recognized.
Bubbles and enclosures of opaque matter, although more readily observed, do not constitute such serious defects; their presence in a lens, to a moderate extent, does not interfere with its performance (see above).
3. Hardness and Chemical Stability.—These properties contribute to the durability of lenses, and are specially desirable in the outer members of lens combinations which are likely to be subjected to frequent handling or are exposed to the weather. As a general rule, to which, however, there are important exceptions, both these qualities are found to a greater degree, the lower the refractive index of the glass. The chemical stability, i.e. the power of resisting the disintegrating effects of atmospheric moisture and carbonic acid, depends largely upon the quantity of alkalis contained in the glass and their proportion to the lead, lime or barium present, the stability being generally less the higher the proportion of alkali. A high silica-content tends towards both hardness and chemical stability, and this can be further increased by the addition of small proportions of boric acid; in larger quantities, however, the latter constituent produces the opposite effect.
4. Absence of Internal Strain.—Internal strain in glass arises from the unequal contraction of the outer and inner portions of masses of glass during cooling. Processes of annealing, or very gradual cooling, are intended to relieve these strains, but such processes are only completely effective when the cooling, particularly through those ranges of temperature where the glass is just losing the last traces of plasticity, is extremely gradual, a rate measured in hours per degree Centigrade being required. The existence of internal strains in glass can be readily recognized by examination in polarized light, any signs of double refraction indicating the existence of strain. If the glass is very badly annealed, the lenses made from it may fly to pieces during or after manufacture, but apart from such extreme cases the optical effects of internal strain are not readily observed except in large optical apparatus. Very perfectly annealed optical glass is now, however, readily obtainable.
5. Refraction and Dispersion.—The purely optical properties of refraction and dispersion, although of the greatest importance, cannot be dealt with in any detail here; for an account of the optical properties required in glasses for various forms of lenses see the articles Lens and Aberration: II. In Optical Systems. As typical of the range of modern optical glasses Table I. is given, which constituted the list of optical glasses exhibited by Messrs Chance at the Optical Convention in London in 1905. In this table n is the refractive index of the glass for sodium light (the D line of the solar spectrum), while the letters C, F and G′ refer to lines in the hydrogen spectrum by which dispersion is now generally specified. The symbol ν represents the inverse of the dispersive power, its value being (nD − 1)/(C − F). The very much longer lists of German and French firms contain only a few types not represented in this table.
Table I.—Optical Properties.
| Factory Number. | Name. | nD. | ν. | Medium Dispersion. C − F. | Partial and Relative Partial Dispersions. | |||||
| C − D. | C − D C − F. | D − F. | D − F C − F. | F − G′. | F − G′ C − F. | |||||
| C. 644 | Extra Hard Crown | 1.4959 | 64.4 | .00770 | .00228 | .296 | .00542 | .704 | .00431 | .560 |
| B. 646 | Boro-silicate Crown | 1.5096 | 63.3 | .00803 | .00236 | .294 | .00562 | .700 | .00446 | .555 |
| A. 605 | Hard Crown | 1.5175 | 60.5 | .00856 | .00252 | .294 | .00604 | .706 | .00484 | .554 |
| C. 577 | Medium Barium Crown | 1.5738 | 57.9 | .00990 | .00293 | .296 | .00697 | .704 | .00552 | .557 |
| C. 579 | Densest Barium Crown | 1.6065 | 57.9 | .01046 | .00308 | .294 | .00738 | .705 | .00589 | .563 |
| A. 569 | Soft Crown. | 1.5152 | 56.9 | .00906 | .00264 | .291 | .00642 | .708 | .00517 | .570 |
| B. 563 | Medium Barium Crown | 1.5660 | 56.3 | .01006 | .00297 | .295 | .00709 | .704 | .00576 | .572 |
| B. 535 | Barium Light Flint | 1.5452 | 53.5 | .01020 | .00298 | .292 | .00722 | .701 | .00582 | .570 |
| A. 490 | Extra Light Flint | 1.5316 | 49.0 | .01085 | .00313 | .288 | .00772 | .711 | .00630 | .580 |
| A. 485 | Extra Light Flint | 1.5333 | 48.5 | .01099 | .00322 | .293 | .00777 | .707 | .00643 | .582 |
| C. 474 | Boro-silicate Flint | 1.5623 | 47.4 | .01187 | .00343 | .289 | .00844 | .711 | .00693 | .584 |
| B. 466 | Barium Light Flint | 1.5833 | 46.6 | .01251 | .00362 | .288 | .00889 | .711 | .00721 | .576 |
| B. 458 | Soda Flint | 1.5482 | 45.8 | .01195 | .00343 | .287 | .00852 | .713 | .00690 | .577 |
| A. 458 | Light Flint | 1.5472 | 45.8 | .01196 | .00348 | .291 | .00848 | .709 | .00707 | .591 |
| A. 432 | Light Flint | 1.5610 | 43.2 | .01299 | .00372 | .287 | .00927 | .713 | .00770 | .593 |
| A. 410 | Light Flint | 1.5760 | 41.0 | .01404 | .00402 | .286 | .01002 | .713 | .00840 | .598 |
| B. 407 | Light Flint | 1.5787 | 40.7 | .01420 | .00404 | .284 | .01016 | .715 | .00840 | .591 |
| A. 370 | Dense Flint | 1.6118 | 36.9 | .01657 | .00470 | .284 | .01187 | .716 | .01004 | .606 |
| A. 361 | Dense Flint | 1.6214 | 36.1 | .01722 | .00491 | .285 | .01231 | .715 | .01046 | .608 |
| A. 360 | Dense Flint | 1.6225 | 36.0 | .01729 | .00493 | .286 | .01236 | .715 | .01054 | .609 |
| A. 337 | Extra Dense Flint | 1.6469 | 33.7 | .01917 | .00541 | .285 | .01376 | .720 | .01170 | .655 |
| A. 299 | Densest Flint | 1.7129 | 29.9 | .02384 | .00670 | .281 | .01714 | .789 | .01661 | .678 |
Manufacture of Optical Glass.—In its earlier stages, the process for the production of optical glass closely resembles that used in the production of any other glass of the highest quality. The raw materials are selected with great care to assure chemical purity, but whereas in most glasses the only impurities to be dreaded are those that are either infusible or produce a colouring effect upon the glass, for optical purposes the admixture of other glass-forming bodies than those which are intended to be present must be avoided on account of their effect in modifying the optical constants of the glass. Constancy of composition of the raw materials and their careful and thorough admixture in constant proportions are therefore essential to the production of the required glasses. The materials are generally used in the form either of oxides (lead, zinc, silica, &c.) or of salts readily decomposed by heat, such as the nitrates or carbonates. Fragments of glass of the same composition as that aimed at are generally incorporated to a limited extent with the mixed raw materials to facilitate their fusion. The crucibles or pots used for the production of optical glass very closely resemble those used in the manufacture of flint glass for other purposes; they are “covered” and the molten materials are thus protected from the action of the furnace gases by the interposition of a wall of fireclay, but as crucibles for optical glass are used for only one fusion and are then broken up, they are not made so thick and heavy as those used in flint-glass making, since the latter remain in the furnace for many weeks. On the other hand, the chemical and physical nature of the fireclays used in the manufacture of such crucibles requires careful attention in order to secure the best results. The furnace used for the production of optical glass is generally constructed to take one crucible only, so that the heat of the furnace may be accurately adjusted to the requirements of the particular glass under treatment. These small furnaces are frequently arranged for direct coal firing, but regenerative gas-fired furnaces are also employed. The empty crucible, having first been gradually dried and heated to a bright red heat in a subsidiary furnace, is taken up by means of massive iron tongs and introduced into the previously heated furnace, the temperature of which is then gradually raised. When a suitable temperature for the fusion of the particular glass in question has been attained, the mixture of raw materials is introduced in comparatively small quantities at a time. In this way the crucible is gradually filled with a mass of molten glass, which is, however, full of bubbles of all sizes. These bubbles arise partly from the air enclosed between the particles of raw materials and partly from the gaseous decomposition products of the materials themselves. In the next stage of the process, the glass is raised to a high temperature in order to render it sufficiently fluid to allow of the complete elimination of these bubbles; the actual temperature required varies with the chemical composition of the glass, a bright red heat sufficing for the most fusible glasses, while with others the utmost capacity of the best furnaces is required to attain the necessary temperature. With these latter glasses there is, of course, considerable risk that the partial fusion and consequent contraction of the fireclay of the crucible may result in its destruction and the entire loss of the glass. The stages of the process so far described generally occupy from 36 to 60 hours, and during this time the constant care and watchfulness of those attending the furnace is required. This is still more the case in the next stage. The examination of small test-pieces of the glass withdrawn from the crucible by means of an iron rod having shown that the molten mass is free from bubbles, the stirring process may be begun, the object of this manipulation being to render the glass as homogeneous as possible and to secure the absence of veins or striae in the product. For this purpose a cylinder of fireclay, provided with a square axial hole at the upper end, is heated in a small subsidiary furnace and is then introduced into the molten glass. Into the square axial hole fits the square end of a hooked iron bar which projects several yards beyond the mouth of the furnace; by means of this bar a workman moves the fireclay cylinder about in the glass with a steady circular sweep. Although the weight of the iron bar is carried by a support, such as an overhead chain or a swivel roller, this operation is very laborious and trying, more especially during the earlier stages when the heat radiated from the open mouth of the crucible is intense. The men who manipulate the stirring bars are therefore changed at short intervals, while the bars themselves have also to be changed at somewhat longer intervals, as they rapidly become oxidized, and accumulated scale would tend to fail off them, thus contaminating the glass below. The stirring process is begun when the glass is perfectly fluid at a temperature little short of the highest attained in its fusion, but as the stirring proceeds the glass is allowed to cool gradually and thus becomes more and more viscous until finally the stirring cylinder can scarcely be moved. When the glass has acquired this degree of consistency it is supposed that no fresh movements can occur within its mass, so that if homogeneity has been attained the glass will preserve it permanently. The stirring is therefore discontinued and the clay cylinder is either left embedded in the glass, or by the exercise of considerable force it may be gradually withdrawn. The crucible with the semi-solid glass which it contains is now allowed to cool considerably in the melting furnace, or it may be removed to another slightly heated furnace. When the glass has cooled so far as to become hard and solid, the furnace is hermetically sealed up and allowed to cool very gradually to the ordinary temperature. If the cooling is very gradual—occupying several weeks—it sometimes happens that the entire contents of a large crucible, weighing perhaps 1000 ℔, are found intact as a single mass of glass, but more frequently the mass is found broken up into a number of fragments of various sizes. From the large masses great lenses and mirrors may be produced, while the smaller pieces are used for the production of the disks and slabs of moderate size, in which the optical glass of commerce is usually supplied. In order to allow of the removal of the glass, the cold crucible is broken up and the glass carefully separated from the fragments of fireclay. The pieces of glass are then examined for the detection of the grosser defects, and obviously defective pieces are rejected. As the fractured surfaces of the glass in this condition are unsuitable for delicate examination a good deal of glass that passes this inspection has yet ultimately to be rejected. The next stage in the preparation of the glass is the process of moulding and annealing. Lumps of glass of approximately the right weight are chosen, and are heated to a temperature just sufficient to soften the glass, when the lumps are caused to assume the shape of moulds made of iron or fireclay either by the natural flow of the softened glass under gravity, or by pressure from suitable tools or presses. The glass, now in its approximate form, is placed in a heated chamber where it is allowed to cool very gradually—the minimum time of cooling from a dull red heat being six days, while for “fine annealing” a much longer period is required (see above). At the end of the annealing process the glass issues in the shape of disks or slabs slightly larger than required by the optician in each case. The glass is, however, by no means ready for delivery, since it has yet to be examined with scrupulous care, and all defective pieces must be rejected entirely or at least the defective part must be cut out and the slab remoulded or ground down to a smaller size. For the purpose of rendering this minute examination possible, opposite plane surfaces of the glass are ground approximately flat and polished, the faces to be polished being so chosen as to allow of a view through the greatest possible thickness of glass; thus in slabs the narrow edges are polished.
It will be readily understood from the above account of the process of production that optical glass, relatively to other kinds of glass, is very expensive, the actual price varying from 3s. to 30s. per ℔ in small slabs or disks. The price, however, rapidly increases with the total bulk of perfect glass required in one piece, so that large disks of glass suitable for telescope objectives of wide aperture, or blocks for large prisms, become exceedingly costly. The reason for this high cost is to be found partly in the fact that the yield of optically perfect glass even in large and successful meltings rarely exceeds 20% of the total weight of glass melted. Further, all the subsequent processes of cutting, moulding and annealing become increasingly difficult, owing to the greatly increased risk of breakage arising from either external injury or internal strain, as the dimensions of the individual piece of glass increase. Nevertheless, disks of optical glass, both crown and flint, have been produced up to 39 in. in diameter.
II. Blown Glass. (A) Table-ware and Vases.—The varieties of glass used for the manufacture of table-ware and vases are the potash-lead glass, the soda-lime glass and the potash-lime glass. These glasses may be colourless or coloured. Venetian glass is a soda-lime glass; Bohemian glass is a potash-lime glass. The potash-lead glass, which was first used on a commercial scale in England for the manufacture of table-ware, and which is known as “flint” glass or “crystal,” is also largely used in France, Germany and the United States. Table II. shows the typical composition of these glasses.
Table II.
| SiO2. | K2O. | PbO. | Na2O. | CaO. | MgO. | Fe2O3 and Al2O3. | |
| Potash-lead (flint) glass | 53.17 | 13.88 | 32.95 | .. | .. | .. | .. |
| Soda-lime (Venetian) glass | 73.40 | .. | .. | 18.58 | 5.06 | .. | 2.48 |
| Potash-lime (Bohemian) glass | 71.70 | 12.70 | .. | 2.50 | 10.30 | .. | 0.90 |
For melting the leadless glasses, open, bowl-shaped crucibles are used, ranging from 12 to 40 in. in diameter. Glass mixtures containing lead are melted in covered, beehive-shaped crucibles holding from 12 to 18 cwt. of glass. They have a hooded opening on one side near the top. This opening serves for the introduction of the glass-mixture, for the removal of the melted glass and as a source of heat for the processes of manipulation.
The Venetian furnaces in the island of Murano are small low structures heated with wood. The heat passes from the melting furnace into the annealing kiln. In Germany, Austria and the United States, gas furnaces are generally used. In England directly-heated coal furnaces are still in common use, which in many cases are stoked by mechanical feeders. There are two systems of annealing. The manufactured goods are either removed gradually from a constant source of heat by means of a train of small iron trucks drawn along a tramway by an endless chain, or are placed in a heated kiln in which the fire is allowed gradually to die out. The second system is especially used for annealing large and heavy objects. The manufacture of table-ware is carried on by small gangs of men and boys. In England each “gang” or “chair” consists of three men and one boy. In works, however, in which most of the goods are moulded, and where less skilled labour is required, the proportion of boy labour is increased. There are generally two shifts of workmen, each shift working six hours, and the work is carried on continuously from Monday morning until Friday morning. Directly work is suspended the glass remaining in the crucibles is ladled into water, drained and dried. It is then mixed with the glass mixture and broken glass (“cullet”), and replaced in the crucibles. The furnaces are driven to a white heat in order to fuse the mixture and expel bubbles of gas and air. Before work begins the temperature is lowered sufficiently to render the glass viscous. In the viscous state a mass of glass can be coiled upon the heated end of an iron rod, and if the rod is hollow can be blown into a hollow bulb. The tools used are extremely primitive—hollow iron blowing-rods, solid rods for holding vessels during manipulation, spring tools, resembling sugar-tongs in shape, with steel or wooden blades for fashioning the viscous glass, callipers, measure-sticks, and a variety of moulds of wood, carbon, cast iron, gun-metal and plaster of Paris (figs. 16 and 17). The most important tool, however, is the bench or “chair” on which the workman sits, which serves as his lathe. He sits between two rigid parallel arms, projecting forwards and backwards and sloping slightly from back to front. Across the arms he balances the iron rod to which the glass bulb adheres, and rolling it backwards and forwards with the fingers of his left hand fashions the glass between the blades of his sugar-tongs tool, grasped in his right hand. The hollow bulb is worked into the shape it is intended to assume, partly by blowing, partly by gravitation, and partly by the workman’s tool. If the blowing iron is held vertically with the bulb uppermost the bulb becomes flattened and shallow, if the bulb is allowed to hang downwards it becomes elongated and reduced in diameter, and if the end of the bulb is pierced and the iron is held horizontally and sharply trundled, as a mop is trundled, the bulb opens out into a flattened disk.
 |
| Fig. 16.—Pontils and Blowing Iron. a, Puntee; b, spring puntee; c, blowing iron. |
 | |
| Fig. 17.—Shaping and Measuring Tools. | |
|
d, “Sugar-tongs” tool with wooden ends. e,e, “Sugar-tongs” tools with cutting edges. f, Pincers. |
g, Scissors. h, Battledore. i, Marking compass. |
During the process of manipulation, whether on the chair or whilst the glass is being reheated, the rod must be constantly and gently trundled to prevent the collapse of the bulb or vessel. Every natural development of the spherical form can be obtained by blowing and fashioning by hand. A non-spherical form can only be produced by blowing the hollow bulb into a mould of the required shape. Moulds are used both for giving shape to vessels and also for impressing patterns on their surface. Although spherical forms can be obtained without the use of moulds, moulds are now largely used for even the simplest kinds of table-ware in order to economize time and skilled labour. In France, Germany and the United States it is rare to find a piece of table-ware which has not received its shape in a mould. The old and the new systems of making a wine-glass illustrate almost all the ordinary processes of glass working. Sufficient glass is first “gathered” on the end of a blowing iron to form the bowl of the wine-glass. The mere act of coiling an exact weight of molten glass round the end of a rod 4 ft. in length requires considerable skill. The mass of glass is rolled on a polished slab of iron, the “marvor,” to solidify it, and it is then slightly hollowed by blowing. Under the old system the form of the bowl is gradually developed by blowing and by shaping the bulb with the sugar-tongs tool. The leg is either pulled out from the substance of the base of the bowl, or from a small lump of glass added to the base. The foot starts as a small independent bulb on a separate blowing iron. One extremity of this bulb is made to adhere to the end of the leg, and the other extremity is broken away from its blowing iron. The fractured end is heated, and by the combined action of heat and centrifugal force opens out into a flat foot. The bowl is now severed from its blowing iron and the unfinished wine-glass is supported by its foot, which is attached to the end of a working rod by a metal clip or by a seal of glass. The fractured edge of the bowl is heated, trimmed with scissors and melted so as to be perfectly smooth and even, and the bowl itself receives its final form from the sugar-tongs tool.
Under the new system the bowl is fashioned by blowing the slightly hollowed mass of glass into a mould. The leg is formed and a small lump of molten glass is attached to its extremity to form the foot. The blowing iron is constantly trundled, and the small lump of glass is squeezed and flattened into the shape of a foot, either between two slabs of wood hinged together, or by pressure against an upright board. The bowl is severed from the blowing iron, and the wine-glass is sent to the annealing oven with a bowl, longer than that of the finished glass, and with a rough fractured edge. When the glass is cold the surplus is removed either by grinding, or by applying heat to a line scratched with a diamond round the bowl. The fractured edge is smoothed by the impact of a gas flame.
In the manufacture of a wine-glass the ductility of glass is illustrated on a small scale by the process of pulling out the leg. It is more strikingly illustrated in the manufacture of glass cane and tube. Cane is produced from a solid mass of molten glass, tube from a mass hollowed by blowing. One workman holds the blowing iron with the mass of glass attached to it, and another fixes an iron rod by means of a seal of glass to the extremity of the mass. The two workmen face each other and walk backwards. The diameter of the cane or tube is regulated by the weight of glass carried, and by the distance covered by the two workmen. It is a curious property of viscous glass that whatever form is given to the mass of glass before it is drawn out is retained by the finished cane or tube, however small its section may be. Owing to this property, tubes or canes can be produced with a square, oblong, oval or triangular section. Exceedingly fine canes of milk-white glass play an important part in the masterpieces produced by the Venetian glass-makers of the 16th century. Vases and drinking cups were produced of extreme lightness, in the walls of which were embedded patterns rivalling lace-work in fineness and intricacy. The canes from which the patterns are formed are either simple or complex. The latter are made by dipping a small mass of molten colourless glass into an iron cup around the inner wall of which short lengths of white cane have been arranged at regular intervals. The canes adhere to the molten glass, and the mass is first twisted and then drawn out into fine cane, which contains white threads arranged in endless spirals. The process can be almost indefinitely repeated and canes formed of extreme complexity. A vase decorated with these simple or complex canes is produced by embedding short lengths of the cane on the surface of a mass of molten glass and blowing and fashioning the mass into the required shape.
Table-ware and vases may be wholly coloured or merely decorated with colour. Touches of colour may be added to vessels in course of manufacture by means of seals of molten glass, applied like sealing-wax; or by causing vessels to wrap themselves round with threads or coils of coloured glass. By the application of a pointed iron hook, while the glass is still ductile, the parallel coils can be distorted into bends, loops or zigzags. The surface of vessels may be spangled with gold or platinum by rolling the hot glass on metallic leaf, or iridescent, by the deposition of metallic tin, or by the corrosion caused by the chemical action of acid fumes. Gilding and enamel decoration are applied to vessels when cold, and fixed by heat.
Cutting and engraving are mechanical processes for producing decorative effects by abrading the surface of the glass when cold. The abrasion is effected by pressing the glass against the edge of wheels, or disks, of hard material revolving on horizontal spindles. The spindles of cutting wheels are driven by steam or electric power. The wheels for making deep cuts are made of iron, and are fed with sand and water. The wheels range in diameter from 18 in. to 3 in. Wheels of carborundum are also used. Wheels of fine sandstone fed with water are used for making slighter cuts and for smoothing the rough surface left by the iron wheels. Polishing is effected by wooden wheels fed with wet pumice-powder and rottenstone and by brushes fed with moistened putty-powder. Patterns are produced by combining straight and curved cuts. Cutting brings out the brilliancy of glass, which is one of its intrinsic qualities. At the end of the 18th century English cut glass was unrivalled for design and beauty. Gradually, however, the process was applied without restraint and the products lost all artistic quality. At the present time cut glass is steadily regaining favour.
Engraving is a process of drawing on glass by means of small copper wheels. The wheels range from ½ in. to 2 in. in diameter, and are fed with a mixture of fine emery and oil. The spindles to which the wheels are attached revolve in a lathe worked by a foot treadle. The true use of engraving is to add interest to vessels by means of coats of arms, crests, monograms, inscriptions and graceful outlines. The improper use of engraving is to hide defective material. There are two other processes of marking patterns on glass, but they possess no artistic value. In the “sandblast” process the surface of the glass is exposed to a stream of sharp sand driven by compressed air. The parts of the surface which are not to be blasted are covered by adhesive paper. In the “etching” process the surface of the glass is etched by the chemical action of hydrofluoric acid, the parts which are not to be attacked being covered with a resinous paint. The glass is first dipped in this protective liquid, and when the paint has set the pattern is scratched through it with a sharp point. The glass is then exposed to the acid.
Glass stoppers are fitted to bottles by grinding. The mouth of the bottle is ground by a revolving iron cone, or mandrel, fed with sand and water and driven by steam. The head of the stopper is fastened in a chuck and the peg is ground to the size of the mouth of the bottle by means of sand and water pressed against the glass by bent strips of thin sheet iron. The mouth of the bottle is then pressed by hand on the peg of the stopper, and the mouth and peg are ground together with a medium of very fine emery and water until an air-tight joint is secured.
The revival in recent years of the craft of glass-blowing in England must be attributed to William Morris and T.G. Jackson, R.A. (Pl. II. figs. 11 and 12). They, at any rate, seem to have been the first to grasp the idea that a wine-glass is not merely a bowl, a stem and a foot, but that, whilst retaining simplicity of form, it may nevertheless possess decorative effect. They, moreover, suggested the introduction for the manufacture of table-glass of a material similar in texture to that used by the Venetians, both colourless and tinted.
The colours previously available for English table-glass were ruby, canary-yellow, emerald-green, dark peacock-green, light peacock-blue, dark purple-blue and a dark purple. About 1870 the “Jackson” table-glass was made in a light, dull green glass. The dull green was followed successively by amber, white opal, blue opal, straw opal, sea-green, horn colour and various pale tints of soda-lime glass, ranging from yellow to blue. Experiments were also tried with a violet-coloured glass, a violet opal, a transparent black and with glasses shading from red to blue, red to amber and blue to green.
In the Paris Exhibition of 1900 surface decoration was the prominent feature of all the exhibits of table-glass. The carved or “cameo” glass, introduced by Thomas Webb of Stourbridge in 1878, had been copied with varying success by glass-makers of all nations. In many specimens there were three or more layers of differently coloured glass, and curious effects of blended colour were obtained by cutting through, or partly through, the different layers. The surface of the glass had usually been treated with hydrofluoric acid so as to have a satin-like gloss. Some vases of this character, shown by Émile Gallé and Daum Frères of Nancy, possessed considerable beauty. The “Favrile” glass of Louis C. Tiffany of New York (Pl. II. fig. 13) owes its effect entirely to surface colour and lustre. The happiest specimens of this glass almost rival the wings of butterflies in the brilliancy of their iridescent colours. The vases of Karl Koepping of Berlin are so fantastic and so fragile that they appear to be creations of the lamp rather than of the furnace. An illustration is also given of some of Powell’s “Whitefriars” glass, shown at the St Louis Exhibition, 1904 (Pl. II. fig. 14). The specimens of “pâte de verre” exhibited by A. L. Dammouse, of Sèvres, in the Musée des Arts décoratifs in Paris, and at the London Franco-British Exhibition in 1908, deserve attention. They have a semi-opaque body with an “egg-shell” surface and are delicately tinted with colour. The shapes are exceedingly simple, but some of the pieces possess great beauty. The material and technique suggest a close relationship to porcelain.
(B) Tube.—The process of making tube has already been described. Although the bore of the thermometer-tube is exceedingly small, it is made in the same way as ordinary tube. The white line of enamel, which is seen in some thermometers behind the bore, is introduced before the mass of glass is pulled out. A flattened cake of viscous glass-enamel is welded on to one side of the mass of glass after it has been hollowed by blowing. The mass, with the enamel attached, is dipped into the crucible and covered with a layer of transparent glass; the whole mass is then pulled out into tube. If the section of the finished tube is to be a triangle, with the enamel and bore at the base, the molten mass is pressed into a V-shaped mould before it is pulled out.
In modern thermometry instruments of extreme accuracy are required, and researches have been made, especially in Germany and France, to ascertain the causes of variability in mercurial thermometers, and how such variability is to be removed or reduced. In all mercurial thermometers there is a slight depression of the ice-point after exposure to high temperatures; it is also not uncommon to find that the readings of two thermometers between the ice- and boiling-points fail to agree at any intermediate temperature, although the ice- and boiling-points of both have been determined together with perfect accuracy, and the intervening spaces have been equally divided. It has been proved that these variations depend to a great extent on the chemical nature of the glass of which the thermometer is made. Special glasses have therefore been produced by Tonnelot in France and at the Jena glass-works in Germany expressly for the manufacture of thermometers for accurate physical measurements; the analyses of these are shown in Table III.
Table III.
| SiO2. | Na2O. | K2O. | CaO. | Al2O3. | MgO. | B2O3. | ZnO. | Depression of Ice-point. | |
| Tonnelot’s “Verre dur” | 70.96 | 12.02 | 0.56 | 14.40 | 1.44 | 0.40 | .. | .. | 0.07 |
| Jena glass— | |||||||||
| XVI.-111 | 67.5 | 14.0 | .. | 7.0 | 2.5 | .. | 2.0 | 7.0 | 0.05 |
| 59-111 | 72.0 | 11.0 | .. | 5.0 | 5.0 | .. | 12.0 | .. | 0.02 |
Since the discovery of the Röntgen rays, experiments have been made to ascertain the effects of the different constituents of glass on the transparency of glass to X-rays. The oxides of lead, barium, zinc and antimony are found perceptibly to retard the rays. The glass tubes, therefore, from which the X-ray bulbs are to be fashioned, must not contain any of these oxides, whereas the glass used for making the funnel-shaped shields, which direct the rays upon the patient and at the same time protect the hands of the operator from the action of the rays, must contain a large proportion of lead.
Among the many developments of the Jena Works, not the least important are the glasses made in the form of a tube, from which gas-chimneys, gauge-glasses and chemical apparatus are fashioned, specially adapted to resist sudden changes of temperature. One method is to form the tube of two layers of glass, one being considerably more expansible than the other.
(C) Sheet and Crown-glass.—Sheet-glass is almost wholly a soda-lime-silicate glass, containing only small quantities of iron, alumina and other impurities. The raw materials used in this manufacture are chosen with considerable care, since the requirements as to the colour of the product are somewhat stringent. The materials ordinarily employed are the following: sand, of good quality, uniform in grain and free from any notable quantity of iron oxide; carbonate of lime, generally in the form of a pure variety of powdered limestone; and sulphate of soda. A certain proportion of soda ash (carbonate of soda) is also used in some works in sheet-glass mixtures, while “decolorizers” (substances intended to remove or reduce the colour of the glass) are also sometimes added, those most generally used being manganese dioxide and arsenic. Another essential ingredient of all glass mixtures containing sulphate of soda is some form of carbon, which is added either as coke, charcoal or anthracite coal; the carbon so introduced aids the reducing substances contained in the atmosphere of the furnace in bringing about the reduction of the sulphate of soda to a condition in which it combines more readily with the silicic acid of the sand. The proportions in which these ingredients are mixed vary according to the exact quality of glass required and with the form and temperature of the melting furnace employed. A good quality of sheet-glass should show, on analysis, a composition approximating to the following: silica (SiO2), 72%; lime (CaO), 13%; soda (Na2O), 14%; and iron and alumina (Fe2O3, Al2O3), 1%. The actual composition, however, of a mixture that will give a glass of this composition cannot be directly calculated from these figures and the known composition of the raw materials, owing to the fact that considerable losses, particularly of alkali, occur during melting.
The fusion of sheet-glass is now generally carried out in gas-fired regenerative tank furnaces. The glass in process of fusion is contained in a basin or tank built up of large blocks of fire-clay and is heated by one or more powerful gas flames which enter the upper part of the furnace chamber through suitable apertures or “ports.” In Europe the gas burnt in these furnaces is derived from special gas-producers, while in some parts of America natural gas is utilized. With producer gas it is necessary to pre-heat both the gas and the air which is supplied for its combustion by passing both through heated regenerators (for an account of the principles of the regenerative furnace see article Furnace). In many respects the glass-melting tank resembles the open-hearth steel furnace, but there are certain interesting differences. Thus the dimensions of the largest glass tanks greatly exceed those of the largest steel furnaces; glass furnaces containing up to 250 tons of molten glass have been successfully operated, and owing to the relatively low density of glass this involves very large dimensions. The temperature required in the fusion of sheet-glass and of other glasses produced in tank furnaces is much lower than that attained in steel furnaces, and it is consequently possible to work glass-tanks continuously for many months together; on the other hand, glass is not readily freed from foreign bodies that may become admixed with it, so that the absence of detachable particles is much more essential in glass than in steel melting. Finally, fluid steel can be run or poured off, since it is perfectly fluid, while glass cannot be thus treated, but is withdrawn from the furnace by means of either a ladle or a gatherer’s pipe, and the temperature required for this purpose is much lower than that at which the glass is melted. In a sheet-glass tank there is therefore a gradient of temperature and a continuous passage of material from the hotter end of the furnace where the raw materials are introduced to the cooler end where the glass, free from bubbles and raw material, is withdrawn by the gatherers. For the purpose of the removal of the glass, the cooler end of the furnace is provided with a number of suitable openings, provided with movable covers or shades. The “gatherer” approaches one of these openings, removes the shade and introduces his previously heated “pipe.” This instrument is an iron tube, some 5 ft. long, provided at one end with an enlarged butt and at the other with a wooden covering acting as handle and mouthpiece. The gatherer dips the butt of the pipe into the molten “metal” and withdraws upon it a small ball of viscous glass, which he allows to cool in the air while constantly rotating it so as to keep the mass as nearly spherical in shape as he can. When the first ball or “gathering” has cooled sufficiently, the whole is again dipped into the molten glass and a further layer adheres to the pipe-end, thus forming a larger ball. This process is repeated, with slight modifications, until the gathering is of the proper size and weight to yield the sheet which is to be blown. When this is the case the gathering is carried to a block or half-open mould in which it is rolled and blown until it acquires, roughly, the shape of a hemisphere, the flat side being towards the pipe and the convexity away from it; the diameter of this hemisphere is so regulated as to be approximately that of the cylinder which is next to be formed of the viscous mass. From the hemispherical shape the mass of glass is now gradually blown into the form of a short cylinder, and then the pipe with the adherent mass of glass is handed over to the blower proper. This workman stands upon a platform in front of special furnaces which, from their shape and purpose, are called “blowing holes.” The blower repeatedly heats the lower part of the mass of glass and keeps it distended by blowing while he swings it over a deep trench which is provided next to his working platform. In this way the glass is extended into the form of a long cylinder closed at the lower end. The size of cylinder which can be produced in this way depends chiefly upon the dimensions of the working platform and the weight which a man is able to handle freely. The lower end of the cylinder is opened, in the case of small and thin cylinders, by the blower holding his thumb over the mouthpiece of the pipe and simultaneously warming the end of the cylinder in the furnace, the expansion of the imprisoned air and the softening of the glass causing the end of the cylinder to burst open. The blower then heats the end of the cylinder again and rapidly spins the pipe about its axis; the centrifugal effect is sufficient to spread the soft glass at the end to a radius equal to that of the rest of the cylinder. In the case of large and thick cylinders, however, another process of opening the ends is generally employed: an assistant attaches a small lump of hot glass to the domed end, and the heat of this added glass softens the cylinder sufficiently to enable the assistant to cut the end open with a pair of shears; subsequently the open end is spun out to the diameter of the whole as described above. The finished cylinder is next carried to a rack and the pipe detached from it by applying a cold iron to the neck of thick hot glass which connects pipe-butt and cylinder, the neck cracking at the touch. Next, the rest of the connecting neck is detached from the cylinder by the application of a heated iron to the chilled glass. This leaves a cylinder with roughly parallel ends; these ends are cut by the use of a diamond applied internally and then the cylinder is split longitudinally by the same means. The split cylinder is passed to the flattening furnace, where it is exposed to a red heat, sufficient to soften the glass; when soft the cylinder is laid upon a smooth flat slab and flattened down upon it by the careful application of pressure with some form of rubbing implement, which frequently takes the form of a block of charred wood. When flattened, the sheet is moved away from the working opening of the furnace, and pushed to a system of movable grids, by means of which it is slowly moved along a tunnel, away from a source of heat nearly equal in temperature to that of the flattening chamber. The glass thus cools gradually as it passes down the tunnel and is thereby adequately annealed.
The process of sheet-glass manufacture described above is typical of that in use in a large number of works, but many modifications are to be found, particularly in the furnaces in which the glass is melted. In some works, the older method of melting the glass in large pots or crucibles is still adhered to, although the old-fashioned coal-fired furnaces have nearly everywhere given place to the use of producer gas and regenerators. For the production of coloured sheet-glass, however, the employment of pot furnaces is still almost universal, probably because the quantities of glass required of any one tint are insufficient to employ even a small tank furnace continuously; the exact control of the colour is also more readily attained with the smaller bulk of glass which has to be dealt with in pots. The general nature of the colouring ingredients employed, and the colour effects produced by them, have already been mentioned. In coloured sheet-glass, two distinct kinds are to be recognized; in one kind the colouring matter is contained in the body of the glass itself, while in the other the coloured sheet consists of ordinary white glass covered upon one side with a thin coating of intensely coloured glass. The latter kind is known as “flashed,” and is universally employed in the case of colouring matters whose effect is so intense that in any usual thickness of glass they would cause almost entire opacity. Flashed glass is produced by taking either the first or the last gathering in the production of a cylinder out of a crucible containing the coloured “metal,” the other gatherings being taken out of ordinary white sheet-glass. It is important that the thermal expansion of the two materials which are thus incorporated should be nearly alike, as otherwise warping of the finished sheet is liable to result.
Mechanical Processes for the Production of Sheet-glass.—The complicated and indirect process of sheet-glass manufacture has led to numerous inventions aiming at a direct method of production by more or less mechanical means. All the earlier attempts in this direction failed on account of the difficulty of bringing the glass to the machines without introducing air-bells, which are always formed in molten glass when it is ladled or poured from one vessel into another. More modern inventors have therefore adopted the plan of drawing the glass direct from the furnace. In an American process the glass is drawn direct from the molten mass in the tank in a cylindrical form by means of an iron ring previously immersed in the glass, and is kept in shape by means of special devices for cooling it rapidly as it leaves the molten bath. In this process, however, the entire operations of splitting and flattening are retained, and although the mechanical process is said to be in successful commercial operation, it has not as yet made itself felt as a formidable rival to hand-made sheet-glass. An effort at a more direct mechanical process is embodied in the inventions of Foucault which are at present being developed in Germany and Belgium; in this process the glass is drawn from the molten bath in the shape of flat sheets, by the aid of a bar of iron, previously immersed in the glass, the glass receiving its form by being drawn through slots in large fire-bricks, and being kept in shape by rapid chilling produced by the action of air-blasts. The mechanical operation is quite successful for thick sheets, but it is not as yet available for the thinner sheets required for the ordinary purposes of sheet-glass, since with these excessive breakage occurs, while the sheets generally show grooves or lines derived from small irregularities of the drawing orifice. For the production of thick sheets which are subsequently to be polished the process may thus claim considerable success, but it is not as yet possible to produce satisfactory sheet-glass by such means.
Crown-glass has at the present day almost disappeared from the market, and it has been superseded by sheet-glass, the more modern processes described above being capable of producing much larger sheets of glass, free from the knob or “bullion” which may still be seen in old crown-glass windows. For a few isolated purposes, however, it is desirable to use a glass which has not been touched upon either surface and thus preserves the lustre of its “fire polish” undiminished; this can be attained in crown-glass but not in sheet, since one side of the latter is always more or less marked by the rubber used in the process of flattening. One of the few uses of crown-glass of this kind is the glass slides upon which microscopic specimens are mounted, as well as the thin glass slips with which such preparations are covered. A full account of the process of blowing crown-glass will be found in all older books and articles on the subject, so that it need only be mentioned here that the glass, instead of being blown into a cylinder, is blown into a flattened sphere, which is caused to burst at the point opposite the pipe and is then, by the rapid spinning of the glass in front of a very hot furnace-opening, caused to expand into a flat disk of large diameter. This only requires to be annealed and is then ready for cutting up, but the lump of glass by which the original globe was attached to the pipe remains as the bullion in the centre of the disk of glass.
Coloured Glass for Mosaic Windows.—The production of coloured glass for “mosaic” windows has become a separate branch of glass-making. Charles Winston, after prolonged study of the coloured windows of the 13th, 14th and 15th centuries, convinced himself that no approach to the colour effect of these windows could be made with glass which is thin and even in section, homogeneous in texture, and made and coloured with highly refined materials. To obtain the effect it was necessary to reproduce as far as possible the conditions under which the early craftsmen worked, and to create scientifically glass which is impure in colour, irregular in section, and non-homogeneous in texture. The glass is made in cylinders and in “crowns” or circles. The cylinders measure about 14 in. in length by 8 in. in diameter, and vary in thickness from 1⁄8 to 3⁄8 in. The crowns are about 15 in. in diameter, and vary in thickness from 1⁄8 to ½ in., the centre being the thickest. These cylinders and crowns may be either solid colour or flashed. Great variety of colour may be obtained by flashing one colour upon another, such as blue on green, and ruby on blue, green or yellow.
E. J. Prior has introduced an ingenious method of making small oblong and square sheets of coloured glass, which are thick in the centre and taper towards the edges, and which have one surface slightly roughened and one brilliantly polished. Glass is blown into an oblong box-shaped iron mould, about 12 in. in depth and 6 in. across. A hollow rectangular bottle is formed, the base and sides of which are converted into sheets. The outer surface of these sheets is slightly roughened by contact with the iron mould.
(D) Bottles and mechanically blown Glass.—The manufacture of bottles has become an industry of vast proportions. The demand constantly increases, and, owing to constant improvements in material in the moulds and in the methods of working, the supply fully keeps pace with the demand. Except for making bottles of special colours, gas-heated tank furnaces are in general use. Melting and working are carried on continuously. The essential qualities of a bottle are strength and power to resist chemical corrosion. The materials are selected with a view to secure these qualities. For the highest quality of bottles, which are practically colourless, sand, limestone and sulphate and carbonate of soda are used. The following is a typical analysis of high quality bottle-glass: SiO2, 69.15%; Na2O, 13.00%; CaO, 15.00%; Al2O3, 2.20%; and Fe2O3, 0.65%. For the commoner grades of dark-coloured bottles the glass mixture is cheapened by substituting common salt for part of the sulphate of soda, and by the addition of felspar, granite, granulite, furnace slag and other substances fusible at a high temperature. Bottle moulds are made of cast iron, either in two pieces, hinged together at the base or at one side, or in three pieces, one forming the body and two pieces forming the neck.
 |
| Fig. 18.—Tool for moulding the inside and outside of the neck of a bottle. |
C, Bottle. A, Conical piece of iron to form the inside of the neck. B, B, Shaped pieces of iron, which can be pressed upon the outside of the neck by the spring-handle H. |
A bottle gang or “shop” consists of five persons. The “gatherer” gathers the glass from the tank furnace on the end of the blowing-iron, rolls it on a slab of iron or stone, slightly expands the glass by blowing, and hands the blowing iron and glass to the “blower.” The blower places the glass in the mould, closes the mould by pressing a lever with his foot, and either blows down the blowing iron or attaches it to a tube connected with a supply of compressed air. When the air has forced the glass to take the form of the mould, the mould is opened and the blower gives the blowing iron with the bottle attached to it to the “wetter off.” The wetter off touches the top of the neck of the bottle with a moistened piece of iron and by tapping the blowing iron detaches the bottle and drops it into a wooden trough. He then grips the body of the bottle with a four-pronged clip, attached to an iron rod, and passes it to the “bottle maker.” The bottle maker heats the fractured neck of the bottle, binds a band of molten glass round the end of it and simultaneously shapes the inside and the outside of the neck by using the tool shown in fig. 18. The finished bottle is taken by the “taker in” to the annealing furnace. The bottles are stacked in iron trucks, which, when full, are moved slowly away from a constant source of heat.
The processes of manipulation which have been described, although in practice they are very rapidly performed, are destined to be replaced by the automatic working of a machine. Bottle-making machines, based on Ashley’s original patent, are already being largely used. They ensure absolute regularity in form and save both time and labour. A bottle-making machine combines the process of pressing with a plunger with that of blowing by compressed air. The neck of the bottle is first formed by the plunger, and the body is subsequently blown by compressed air admitted through the plunger. A sufficient weight of molten glass to form a bottle is gathered and placed in a funnel-shaped vessel which serves as a measure, and gives access to the mould which shapes the outside of the neck. A plunger is forced upwards into the glass in the neck-mould and forms the neck. The funnel is removed, and the plunger, neck-mould and the mass of molten glass attached to the neck are inverted. A bottle mould rises and envelops the mass of molten glass. Compressed air admitted through the plunger forces the molten glass to take the form of the bottle mould and completes the bottle.
In the case of the machine patented by Michael Owens of Toledo, U.S.A., for making tumblers, lamp-chimneys, and other goods of similar character, the manual operations required are (1) gathering the molten glass at the end of a blowing iron; (2) placing the blowing iron with the glass attached to it in the machine; (3) removing the blowing iron with the blown vessel attached. Each machine (fig. 19) consists of a revolving table carrying five or six moulds. The moulds are opened and closed by cams actuated by compressed air. As soon as a blowing iron is in connexion with an air jet, the sections of the mould close upon the molten glass, and the compressed air forces the glass to take the form of the mould. After removal from the machine, the tumbler is severed from the blowing iron, and its fractured edge is trimmed.
 |
| Fig. 19.—Owens’s Glass-blowing Machine. g,g,g, Blowing-irons. |
Compressed air or steam is also used for fashioning very large vessels, baths, dishes and reservoirs by the “Sievert” process. Molten glass is spread upon a large iron plate of the required shape and dimensions. The flattened mass of glass is held by a rim, connected to the edge of the plate. The plate with the glass attached to it is inverted, and compressed air or steam is introduced through openings in the plate. The mass of glass, yielding to its own weight and the pressure of air or steam, sinks downwards and adapts itself to any mould or receptacle beneath it.
The processes employed in the manufacture of the glass bulbs for incandescent electric lamps, are similar to the old-fashioned processes of bottle making. The mould is in two pieces hinged together; it is heated and the inner surface is rubbed over with finely powdered plumbago. When the glass is being blown in the mould the blowing iron is twisted round and round so that the finished bulb may not be marked by the joint of the mould.
III. Mechanically Pressed Glass. (A) Plate-glass.—The glass popularly known as “plate-glass” is made by casting and rolling. The following are typical analyses:
| SiO2. | CaO. | Na2O. | Al2O3. | Fe2O3. | |
| French. | 71.80 | 15.70 | 11.10 | 1.26 | 0.14% |
| English. | 70.64 | 16.27 | 11.47 | 0.70 | 0.49% |
The raw materials for the production of plate-glass are chosen with great care so as to secure a product as free from colour as possible, since the relatively great thickness of the sheets would render even a faint tint conspicuous. The substances employed are the same as those used for the manufacture of sheet-glass, viz. pure sand, a pure form of carbonate of lime, and sulphate of soda, with the addition of a suitable proportion of carbon in the form of coke, charcoal or anthracite coal.
The glass to be used for the production of plate is universally melted in pots or crucibles and not in open tank furnaces. When the glass is completely melted and “fine,” i.e. free from bubbles, it is allowed to cool down to a certain extent so as to become viscous or pasty. The whole pot, with its contents of viscous glass, is then removed bodily from the furnace by means of huge tongs and is transported to a crane, which grips the pot, raises it, and ultimately tips it over so as to pour the glass upon the slab of the rolling-table. In most modern works the greater part of these operations, as well as the actual rolling of the glass, is carried out by mechanical means, steam power and subsequently electrical power having been successfully applied to this purpose; the handling of the great weights of glass required for the largest sheets of plate-glass which are produced at the present time would, indeed, be impossible without the aid of machinery. The casting-table usually consists of a perfectly smooth cast-iron slab, frequently built up of a number of pieces carefully fitted together, mounted upon a low, massive truck running upon rails, so that it can be readily moved to any desired position in the casting-room. The viscous mass having been thrown on the casting-table, a large and heavy roller passes over it and spreads it out into a sheet. Rollers up to 5 tons in weight are employed and are now generally driven by power. The width of the sheet or plate is regulated by moving guides which are placed in front of the roller and are pushed along by it, while its thickness is regulated by raising or lowering the roller relatively to the surface of the table. Since the surfaces produced by rolling have subsequently to be ground and polished, it is essential that the glass should leave the rolling-table with as smooth a surface as possible, so that great care is required in this part of the process. It is, however, equally important that the glass as a whole should be flat and remains flat during the process of gradual cooling (annealing), otherwise great thicknesses of glass would have to be ground away at the projecting parts of the sheet. The annealing process is therefore carried out in a manner differing essentially from that in use for any other variety of flat glass and nearly resembling that used for optical glass. The rolled sheet is left on the casting-table until it has set sufficiently to be pushed over a flat iron plate without risk of distortion; meanwhile the table has been placed in front of the opening of one of the large annealing kilns and the slab of glass is carefully pushed into the kiln. The annealing kilns are large fire-brick chambers of small height but with sufficient floor area to accommodate four or six large slabs, and the slabs are placed directly upon the floor of the kiln, which is built up of carefully dressed blocks of burnt fireclay resting upon a bed of sand; in order to avoid any risk of working or buckling in this floor these blocks are set slightly apart and thus have room to expand freely when heated. Before the glass is introduced, the annealing kiln is heated to dull red by means of coal fires in grates which are provided at the ends or sides of the kiln for that purpose. When the floor of the kiln has been covered with slabs of glass the opening is carefully built up and luted with fire-bricks and fire-clay, and the whole is then allowed to cool. In the walls and floor of the kiln special cooling channels or air passages are provided and by gradually opening these to atmospheric circulation the cooling is considerably accelerated while a very even distribution of temperature is obtained; by these means even the largest slabs can now be cooled in three or four days and are nevertheless sufficiently well annealed to be free from any serious internal stress. From the annealing kiln the slabs of glass are transported to the cutting room, where they are cut square, defective slabs being rejected or cut down to smaller sizes. The glass at this stage has a comparatively dull surface and this must now be replaced by that brilliant and perfectly polished surface which is the chief beauty of this variety of glass. The first step in this process is that of grinding the surface down until all projections are removed and a close approximation to a perfect plane is obtained. This operation, like all the subsequent steps in the polishing of the glass, is carried out by powerful machinery. By means of a rotating table either two surfaces of glass, or one surface of glass and one of cast iron, are rubbed together with the interposition of a powerful abrasive such as sand, emery or carborundum. The machinery by which this is done has undergone numerous modifications and improvements, all tending to produce more perfectly plane glass, to reduce the risk of breakage, and to lessen the expenditure of time and power required per sq. yd. of glass to be worked. It is impossible to describe this machinery within the limits of this article, but it is notable that the principal difficulties to be overcome arise from the necessity of providing the glass with a perfectly continuous and unyielding support to which it can be firmly attached but from which it can be detached without undue difficulty.
When the surface of the glass has been ground down to a plane, the surface itself is still “grey,” i.e. deeply pitted with the marks of the abrasive used in grinding it down; these marks are removed by the process of smoothing, in which the surface is successively ground with abrasives of gradually increasing fineness, leaving ultimately a very smooth and very minutely pitted “grey” surface. This smooth surface is then brilliantly polished by the aid of friction with a rubbing tool covered with a soft substance like leather or felt and fed with a polishing material, such as rouge. A few strokes of such a rubber are sufficient to produce a decidedly “polished” appearance, but prolonged rubbing under considerable pressure and the use of a polishing paste of a proper consistency are required in order to remove the last trace of pitting from the surface. This entire process must, obviously, be applied in turn to each of the two surfaces of the slab of glass. Plate-glass is manufactured in this manner in thicknesses varying from 3⁄16 in. to 1 in. or even more, while single sheets are produced measuring more than 27 ft. by 13 ft.
”Rolled Plate” and figured “Rolled Plate.”—Glass for this purpose, with perhaps the exception of the best white and tinted varieties, is now universally produced in tank-furnaces, similar in a general way to those used for sheet-glass, except that the furnaces used for “rolled plate” glass of the roughest kinds do not need such minutely careful attention and do not work at so high a temperature. The composition of these glasses is very similar to that of sheet-glass, but for the ordinary kinds of rolled plate much less scrupulous selection need be made in the choice of raw materials, especially of the sand.
The glass is taken from the furnace in large iron ladles, which are carried upon slings running on overhead rails; from the ladle the glass is thrown upon the cast-iron bed of a rolling-table, and is rolled into sheet by an iron roller, the process being similar to that employed in making plate-glass, but on a smaller scale. The sheet thus rolled is roughly trimmed while hot and soft, so as to remove those portions of glass which have been spoilt by immediate contact with the ladle, and the sheet, still soft, is pushed into the open mouth of an annealing tunnel or “lear,” down which it is carried by a system of moving grids.
The surface of the glass produced in this way may be modified by altering the surface of the rolling-table; if the table has a smooth surface, the glass will also be more or less smooth, but much dented and buckled on the surface and far from having the smooth face of blown sheet. If the table has a pattern engraved upon it the glass will show the same pattern in relief, the most frequent pattern of the kind being either small parallel ridges or larger ribs crossing to form a lozenge pattern.
The more elaborate patterns found on what is known as “figure rolled plate” are produced in a somewhat different manner; the glass used for this purpose is considerably whiter in colour and much softer than ordinary rolled plate, and instead of being rolled out on a table it is produced by rolling between two moving rollers from which the sheet issues. The pattern is impressed upon the soft sheet by a printing roller which is brought down upon the glass as it leaves the main rolls. This glass shows a pattern in high relief and gives a very brilliant effect.
The various varieties of rolled plate-glass are now produced for some purposes with a reinforcement of wire netting which is embedded in the mass of the glass. The wire gives the glass great advantages in the event of fracture from a blow or from fire, but owing to the difference in thermal expansion between wire and glass, there is a strong tendency for such “wired glass” to crack spontaneously.
Patent Plate-glass.—This term is applied to blown sheet-glass, whose surface has been rendered plane and brilliant by a process of grinding and polishing. The name “patent plate” arose from the fact that certain patented devices originated by James Chance of Birmingham first made it possible to polish comparatively thin glass in this way.
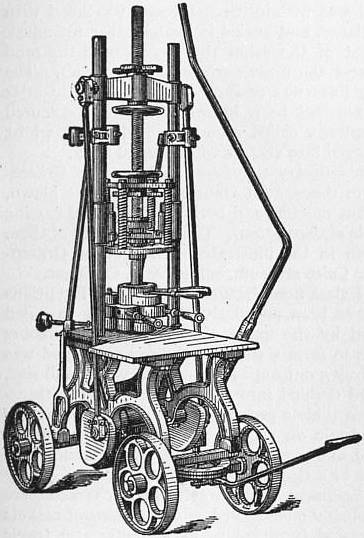 |
| Fig. 20.—Modern American Glass-Press. |
(B) Pressed Glass.—The technical difference between pressed and moulded glass is that moulded glass-ware has taken its form from a mould under the pressure of a workman’s breath, or of compressed air, whereas pressed glass-ware has taken its form from a mould under the pressure of a plunger. Moulded glass receives the form of the mould on its interior as well as on its exterior surface. In pressed glass the exterior surface is modelled by the mould, whilst the interior surface is modelled by the plunger (fig. 20).
The process of pressing glass was introduced to meet the demand for cheap table-ware. Pressed glass, which is necessarily thick and serviceable, has well met this legitimate demand, but it also caters for the less legitimate taste for cheap imitations of hand-cut glass. An American writer has expressed his satisfaction that the day-labourer can now have on his table at a nominal price glass dishes of elaborate design, which only an expert can distinguish from hand-cut crystal. The deceptive effect is in some cases heightened by cutting over and polishing by hand the pressed surface.
The glass for pressed ware must be colourless, and, when molten, must be sufficiently fluid to adapt itself readily to the intricacies of the moulds, which are often exceedingly complex. The materials employed are sand, sulphate of soda, nitrate of soda, calcspar and in some works carbonate of barium. The following is an analysis of a specimen of English pressed glass; SiO2, 70.68%; Na2O, 18.38%; CaO, 5.45%; BaO, 4.17%; Al2O3, 0.33%; and Fe2O3, 0.20%. Tanks and pots are both used for melting the glass. The moulds are made of cast iron. They are usually in two main pieces, a base and an upper part or collar of hinged sections. The plunger is generally worked by a hand lever. The operator knows by touch when the plunger has pressed the glass far enough to exactly fill the mould. Although the moulds are heated, the surface of the glass is always slightly ruffled by contact with the mould. For this reason every piece of pressed glass-ware, as soon as it is liberated from the mould, is exposed to a sharp heat in a small subsidiary furnace in order that the ruffled surface may be removed by melting. These small furnaces are usually heated by an oil spray under the pressure of steam or compressed air.
See Antonio Neri, Ars vitraria, cum Merritti observationibus (Amsterdam, 1668) (Neri’s work was translated into English by C. Merritt in 1662, and the translation, The Art of making Glass, was privately reprinted by Sir T. Phillipps, Bart., in 1826); Johann Kunkel, Vollständige Glasmacher-Kunst (Nuremberg, 1785); Apsley Pellatt, Curiosities of Glass-making (London, 1849); A. Sauzay, Marvels of Glass-making (from the French) (London, 1869); G. Bontemps, Guide du verrier (Paris, 1868); E. Peligot, Le Verre, son histoire, sa fabrication (Paris, 1878); W. Stein, “Die Glasfabrikation,” in Bolley’s Technologie, vol. iii. (Brunswick, 1862); H. E. Benrath, Die Glasfabrikation (Brunswick, 1875); J. Falck and L. Lobmeyr, Die Glasindustrie (Vienna, 1875); D. H. Hovestadt, Jenaer Glas (Jena, 1900; Eng. trans. by J. D. and A. Everett, Macmillan, 1907); J. Henrivaux, Le Verre et le cristal (Paris, 1887), and La Verrerie au XXe siècle (1903); Chance, Harris and Powell, Principles of Glass-making (London, 1883); Moritz V. Rohr, Theorie und Geschichte der photographischen Objektive (Berlin, 1899); C. E. Guillaume, Traité pratique de la thermométrie de précision (Paris, 1889); Louis Coffignal, Verres et émaux (Paris, 1900); R. Gerner, Die Glasfabrikation (Vienna, 1897); C. Wetzel, Herstellung grosser Glaskörper (Vienna, 1900); C. Wetzel, Bearbeitung von Glaskörpern (Vienna, 1901); E. Tscheuschner, Handbuch der Glasfabrikation (Weimar, 1885); R. Dralle, Anlage und Betrieb der Glasfabriken (Leipzig, 1886); G. Tammann, Kristallisieren und Schmelzen (Leipzig, 1903); W. Rosenhain, “Some Properties of Glass,” Trans. Optical Society (London, 1903), “Possible Directions of Progress in Optical Glass,” Proc. Optical Convention (London, 1905) and Glass Manufacture (London, 1908); Introduction to section 1, Catalogue of the Optical Convention (London, 1905).
History of Glass Manufacture.
The great similarity in form, technique and decoration of the earliest known specimens of glass-ware suggests that the craft of glass-making originated from a single centre. It has been generally assumed that Egypt was the birthplace of the glass industry. It is true that many conditions existed in Egypt favourable to the development of the craft. The Nile supplied a waterway for the conveyance of fuel and for the distribution of the finished wares. Materials were available providing the essential ingredients of glass. The Egyptian potteries afforded experience in dealing with vitreous glazes and vitreous colours, and from Egyptian alabaster-quarries veined vessels were wrought, which may well have suggested the decorative arrangement of zigzag lines (see Plate I. figs, 1, 2, 4 d) so frequently found on early specimens of glass-ware. In Egypt, however, no traces have at present been found of the industry in a rudimentary condition, and the vases which have been classified as “primitive” bear witness to an elaboration of technique far in advance of the experimental period. The earliest specimens of glass-ware which can be definitely claimed as Egyptian productions, and the glass manufactory discovered by Dr Flinders Petrie at Tell el Amarna, belong to the period of the XVIIIth dynasty. The comparative lateness of this period makes it difficult to account for the wall painting at Beni Hasan, which accurately represents the process of glass-blowing, and which is attributed to the period of the XIth dynasty. Dr Petrie surmounts the difficulty by saying that the process depicted is not glass-blowing, but some metallurgical process in which reeds were used tipped with lumps of clay. It is possible that the picture does not represent Egyptian glass-blowers, but is a traveller’s record of the process of glass-blowing seen in some foreign or subject country. The scarcity of specimens of early glass-ware actually found in Egypt, and the advanced technique of those which have been found, lead to the supposition that glass-making was exotic and not a native industry. The tradition, recorded by Pliny (Nat. Hist. xxxvi. 65), assigns the discovery of glass to Syria, and the geographical position of that country, its forests as a source of fuel, and its deposits of sand add probability to the tradition. The story that Phoenician merchants found a glass-like substance under their cooking pots, which had been supported on blocks of natron, need not be discarded as pure fiction. The fire may well have caused the natron, an impure form of carbonate of soda, to combine with the surrounding sand to form silicate of soda, which, although not a permanent glass, is sufficiently glass-like to suggest the possibility of creating a permanent transparent material. Moreover, Pliny (xxxvi. 66) actually records the discovery which effected the conversion of deliquescent silicate of soda into permanent glass. The words are “Coeptus addi magnes lapis.” There have been many conjectures as to the meaning of the words “magnes lapis.” The material has been considered by some to be magnetic iron ore and by others oxide of manganese. Oxides of iron and manganese can only be used in glass manufacture in comparatively small quantities for the purpose of colouring or neutralizing colour in glass, and their introduction would not be a matter of sufficient importance to be specially recorded. In chapter 25 of the same book Pliny describes five varieties of “magnes lapis.” One of these he says is found in magnesia, is white in colour, does not attract iron and is like pumice stone. This variety must certainly be magnesian limestone. Magnesian limestone mixed and fused with sand and an alkaline carbonate produces a permanent glass. The scene of the discovery of glass is placed by Pliny on the banks of the little river Belus, under the heights of Mount Carmel, where sand suitable for glass-making exists and wood for fuel is abundant. In this neighbourhood fragments and lumps of glass are still constantly being dug up, and analysis proves that the glass contains a considerable proportion of magnesia. The district was a glass-making centre in Roman times, and it is probable that the Romans inherited and perfected an indigenous industry of remote antiquity. Pliny has so accurately recorded the stages by which a permanent glass was developed that it may be assumed that he had good reason for claiming for Syria the discovery of glass. Between Egypt and Syria there was frequent intercourse both of conquest and commerce. It was customary for the victor after a successful raid to carry off skilled artisans as captives. It is recorded that Tahutmes III. sent Syrian artisans to Egypt. Glass-blowers may have been amongst their captive craftsmen, and may have started the industry in Egypt. The claims of Syria and Egypt are at the present time so equally balanced that it is advisable to regard the question of the birthplace of the glass industry as one that has still to be settled.
The “primitive” vessels which have been found in Egypt are small in size and consist of columnar stibium jars, flattened bottles and amphorae, all decorated with zigzag lines, tiny wide-mouthed vases on feet and minute jugs. The vessels of later date which have been found in considerable quantities, principally in the coast towns and islands of the Mediterranean, are amphorae and alabastra, also decorated with zigzag lines. The amphorae (Plate I. figs. 1 and 2) terminate with a point, or with an unfinished extension from the terminal point, or with a knob. The alabastra have short necks, are slightly wider at the base than at the shoulder and have rounded bases. Dr Petrie has called attention to two technical peculiarities to be found in almost every specimen of early glass-ware. The inner surface is roughened (Plate I. fig. 4 c), and has particles of sand adhering to it, as if the vessel had been filled with sand and subjected to heat, and the inside of the neck has the impression of a metal rod (Plate I. fig. 4 a), which appears to have been extracted from the neck with difficulty. From this evidence Dr Petrie has assumed that the vessels were not blown, but formed upon a core of sandy paste, modelled upon a copper rod, the rod being the core of the neck (see Egypt: Art and Archaeology). The evidence, however, hardly warrants the abandonment of the simple process of blowing in favour of a process which is so difficult that it may almost be said to be impossible, and of which there is no record or tradition except in connexion with the manufacture of small beads. The technical difficulties to which Dr Petrie has called attention seem to admit of a somewhat less heroic explanation. A modern glass-blower, when making an amphora-shaped vase, finishes the base first, fixes an iron rod to the finished base with a seal of glass, severs the vase from the blowing iron, and finishes the mouth, whilst he holds the vase by the iron attached to its base. The “primitive” glass-worker reversed this process. Having blown the body of the vase, he finished the mouth and neck part, and fixed a small, probably hollow, copper rod inside the finished neck by pressing the neck upon the rod (Plate I. fig. 4 b). Having severed the body of the vase from the blowing iron, he heated and closed the fractured base, whilst holding the vase by means of the rod fixed in the neck. Nearly every specimen shows traces of the pressure of a tool on the outside of the neck, as well as signs of the base having been closed by melting. Occasionally a knob or excrescence, formed by the residue of the glass beyond the point at which the base has been pinched together, remains as a silent witness of the process.
If glass-blowing had been a perfectly new invention of Graeco-Egyptian or Roman times, some specimens illustrating the transition from core-moulding to blowing must have been discovered. The absence of traces of the transition strengthens the supposition that the revolution in technique merely consisted in the discovery that it was more convenient to finish the base of a vessel before its mouth, and such a revolution would leave no trace behind. The roughened inner surface and the adhering particles of sand may also be accounted for. The vessels, especially those in which many differently coloured glasses were incorporated, required prolonged annealing. It is probable that when the metal rod was withdrawn the vessel was filled with sand, to prevent collapse, and buried in heated ashes to anneal. The greater the heat of the ashes the more would the sand adhere to and impress the inner surface of the vessels. The decoration of zigzag lines was probably applied directly after the body of the vase had been blown. Threads of coloured molten glass were spirally coiled round the body, and, whilst still viscid, were dragged into zigzags with a metal hook.
Egypt.—The glass industry flourished in Egypt in Graeco-Egyptian and Roman times. All kinds of vessels were blown, both with and without moulds, and both moulding and cutting were used as methods of decoration. The great variety of these vessels is well shown in the illustrated catalogue of Graeco-Egyptian glass in the Cairo museum, edited by C. C. Edgar.
Another species of glass manufacture in which the Egyptians would appear to have been peculiarly skilled is the so-called mosaic glass, formed by the union of rods of various colours in such a manner as to form a pattern; the rod so formed was then reheated and drawn out until reduced to a very small size, 1 sq. in. or less, and divided into tablets by being cut transversely, each of these tablets presenting the pattern traversing its substance and visible on each face. This process was no doubt first practised in Egypt, and is never seen in such perfection as in objects of a decidedly Egyptian character. Very beautiful pieces of ornament of an architectural character are met with, which probably once served as decorations of caskets or other small pieces of furniture or of trinkets; also tragic masks, human faces and birds. Some of the last-named are represented with such truth of colouring and delicacy of detail that even the separate feathers of the wings and tail are well distinguished, although, as in an example in the British Museum, a human-headed hawk, the piece which contains the figure may not exceed ¾ in. in its largest dimension. Works of this description probably belong to the period when Egypt passed under Roman domination, as similar objects, though of inferior delicacy, appear to have been made in Rome.
Assyria.—Early Assyrian glass is represented in the British Museum by a vase of transparent greenish glass found in the north-west palace of Nineveh. On one side of this a lion is engraved, and also a line of cuneiform characters, in which is the name of Sargon, king of Assyria, 722 B.C. Fragments of coloured glasses were also found there, but our materials are too scanty to enable us to form any decided opinion as to the degree of perfection to which the art was carried in Assyria. Many of the specimens discovered by Layard at Nineveh have all the appearance of being Roman, and were no doubt derived from the Roman colony, Niniva Claudiopolis, which occupied the same site.
Plate I.
|
| ||||||||||||||||||||||||








Plate II.
 |
 |
| Fig. 11. | Fig. 12. |
 | |
| Fig. 13. | |
 | |
| Fig. 14. | |
Roman Glass.—In the first centuries of our era the art of glass-making was developed at Rome and other cities under Roman rule in a most remarkable manner, and it reached a point of excellence which in some respects has never been excelled or even perhaps equalled. It may appear a somewhat exaggerated assertion that glass was used for more purposes, and in one sense more extensively, by the Romans of the imperial period than by ourselves in the present day; but it is one which can be borne out by evidence. It is true that the use of glass for windows was only gradually extending itself at the time when Roman civilization sank under the torrent of German and Hunnish barbarism, and that its employment for optical instruments was only known in a rudimentary stage; but for domestic purposes, for architectural decoration and for personal ornaments glass was unquestionably much more used than at the present day. It must be remembered that the Romans possessed no fine porcelain decorated with lively colours and a beautiful glaze; Samian ware was the most decorative kind of pottery which was then made. Coloured and ornamental glass held among them much the same place for table services, vessels for toilet use and the like, as that held among us by porcelain. Pliny (Nat. Hist. xxxvi. 26, 67) tells us that for drinking vessels it was even preferred to gold and silver.
Glass was largely used in pavements, and in thin plates as a coating for walls. It was used in windows, though by no means exclusively, mica, alabaster and shells having been also employed. Glass, in flat pieces, such as might be employed for windows, has been found in the ruins of Roman houses, both in England and in Italy, and in the house of the faun at Pompeii a small pane in a bronze frame remains. Most of the pieces have evidently been made by casting, but the discovery of fragments of sheet-glass at Silchester proves that the process of making sheet-glass was known to the Romans. When the window openings were large, as was the case in basilicas and other public buildings, and even in houses, the pieces of glass were, doubtless, fixed in pierced slabs of marble or in frames of wood or bronze. The Roman glass-blowers were masters of all the ordinary methods of manipulation and decoration. Their craftsmanship is proved by the large cinerary urns, by the jugs with wide, deeply ribbed, scientifically fixed handles, and by vessels and vases as elegant in form and light in weight as any that have been since produced at Murano. Their moulds, both for blowing hollow vessels and for pressing ornaments, were as perfect for the purposes for which they were intended as those of the present time. Their decorative cutting (Plate I. figs. 5 and 6), which took the form of simple, incised lines, or bands of shallow oval or hexagonal hollows, was more suited to the material than the deep prismatic cutting of comparatively recent times.
The Romans had at their command, of transparent colours, blue, green, purple or amethystine, amber, brown and rose; of opaque colours, white, black, red, blue, yellow, green and orange. There are many shades of transparent blue and of opaque blue, yellow and green. In any large collection of fragments it would be easy to find eight or ten varieties of opaque blue, ranging from lapis lazuli to turquoise or to lavender and six or seven of opaque green. Of red the varieties are fewer; the finest is a crimson red of very beautiful tint, and there are various gradations from this to a dull brick red. One variety forms the ground of a very good imitation of porphyry; and there is a dull semi-transparent red which, when light is passed through it, appears to be of a dull green hue. With these colours the Roman vitrarius worked, either using them singly or blending them in almost every conceivable combination, sometimes, it must be owned, with a rather gaudy and inharmonious effect.
The glasses to which the Venetians gave the name “mille fiori” were formed by arranging side by side sections of glass cane, the canes themselves being built up of differently coloured rods of glass, and binding them together by heat. A vast quantity of small cups and paterae were made by this means in patterns which bear considerable resemblance to the surfaces of madrepores. In these every colour and every shade of colour seem to have been tried in great variety of combination with effects more or less pleasing, but transparent violet or purple appears to have been the most common ground colour. Although most of the vessels of this mille fiori glass were small, some were made as large as 20 in. in diameter. Imitations of natural stones were made by stirring together in a crucible glasses of different colours, or by incorporating fragments of differently coloured glasses into a mass of molten glass by rolling. One variety is that in which transparent brown glass is so mixed with opaque white and blue as to resemble onyx. This was sometimes done with great success, and very perfect imitations of the natural stone were produced. Sometimes purple glass is used in place of brown, probably with the design of imitating the precious murrhine. Imitations of porphyry, of serpentine, and of granite are also met with, but these were used chiefly in pavements, and for the decoration of walls, for which purposes the onyx-glass was likewise employed.
The famous cameo glass was formed by covering a mass of molten glass with one or more coatings of a differently coloured glass. The usual process was to gather, first, a small quantity of opaque white glass; to coat this with a thick layer of translucent blue glass; and, finally, to cover the blue glass with a coating of the white glass. The outer coat was then removed from that portion which was to constitute the ground, leaving the white for the figures, foliage or other ornamentation; these were then sculptured by means of the gem-engraver’s tools. Pliny no doubt means to refer to this when he says (Nat. Hist. xxxvi. 26. 66), “aliud argenti modo caelatur,” contrasting it with the process of cutting glass by the help of a wheel, to which he refers in the words immediately preceding, “aliud torno teritur.”
The Portland or Barberini vase in the British Museum is the finest example of this kind of work which has come down to us, and was entire until it was broken into some hundred pieces by a madman. The pieces, however, were joined together by Mr Doubleday with extraordinary skill, and the beauty of design and execution may still be appreciated. The two other most remarkable examples of this cameo glass are an amphora at Naples and the Auldjo vase. The amphora measures 1 ft. 5⁄8 in. in height, 1 ft. 7½ in. in circumference; it is shaped like the earthern amphoras with a foot far too small to support it, and must no doubt have had a stand, probably of gold; the greater part is covered with a most exquisite design of garlands and vines, and two groups of boys gathering and treading grapes and playing on various instruments of music; below these is a line of sheep and goats in varied attitudes. The ground is blue and the figures white. It was found in a house in the Street of Tombs at Pompeii in the year 1839, and is now in the Royal Museum at Naples. It is well engraved in Richardson’s Studies of Ornamental Design. The Auldjo vase, in the British Museum, is an oenochoe about 9 in. high; the ornament consists mainly of a most beautiful band of foliage, chiefly of the vine, with bunches of grapes; the ground is blue and the ornaments white; it was found at Pompeii in the house of the faun. It also has been engraved by Richardson. The same process was used in producing large tablets, employed, no doubt, for various decorative purposes. In the South Kensington Museum is a fragment of such a tablet or slab; the figure, a portion of which remains, could not have been less than about 14 in. high. The ground of these cameo glasses is most commonly transparent blue, but sometimes opaque blue, purple or dark brown. The superimposed layer, which is sculptured, is generally opaque white. A very few specimens have been met with in which several colours are employed.
At a long interval after these beautiful objects come those vessels which were ornamented either by means of coarse threads trailed over their surfaces and forming rude patterns, or by coloured enamels merely placed on them in lumps; and these, doubtless, were cheap and common wares. But a modification of the first-named process was in use in the 4th and succeeding centuries, showing great ingenuity and manual dexterity,—that, namely, in which the added portions of glass are united to the body of the cup, not throughout, but only at points, and then shaped either by the wheel or by the hand (Plate I. fig. 3). The attached portions form in some instances inscriptions, as on a cup found at Strassburg, which bears the name of the emperor Maximian (A.D. 286-310), on another in the Vereinigte Sammlungen at Munich, and on a third in the Trivulzi collection at Milan, where the cup is white, the inscription green and the network blue. Probably, however, the finest example is a situla, 10½ in. high by 8 in. wide at the top and 4 in. at the bottom, preserved in the treasury of St Mark at Venice. This is of glass of a greenish hue; on the upper part is represented, in relief, the chase of a lion by two men on horseback accompanied by dogs; the costume appears to be Byzantine rather than Roman, and the style is very bad. The figures are very much undercut. The lower part has four rows of circles united to the vessel at those points alone where the circles touch each other. All the other examples have the lower portion covered in like manner by a network of circles standing nearly a quarter of an inch from the body of the cup. An example connected with the specimens just described is the cup belonging to Baron Lionel de Rothschild; though externally of an opaque greenish colour, it is by transmitted light of a deep red. On the outside, in very high relief, are figures of Bacchus with vines and panthers, some portions being hollow from within, others fixed on the exterior. The changeability of colour may remind us of the “calices versicolores” which Hadrian sent to Servianus.
So few examples of glass vessels of this period which have been painted in enamel have come down to us that it has been questioned whether that art was then practised; but several specimens have been described which can leave no doubt on the point; decisive examples are afforded by two cups found at Vaspelev, in Denmark, engravings of which are published in the Annaler for Nordisk Oldkyndeghed for 1861, p. 305. These are small cups, 3 in. and 2½ in. high, 3¾ in. and 3 in. wide, with feet and straight sides; on the larger are a lion and a bull, on the smaller two birds with grapes, and on each some smaller ornaments. On the latter are the letters DVB. R. The colours are vitrified and slightly in relief; green, blue and brown may be distinguished. They are found with Roman bronze vessels and other articles.
The art of glass-making no doubt, like all other art, deteriorated during the decline of the Roman empire, but it is probable that it continued to be practised, though with constantly decreasing skill, not only in Rome but in the provinces. Roman technique was to be found in Byzantium and Alexandria, in Syria, in Spain, in Germany, France and Britain.
Early Christian and Byzantine Glass.—The process of embedding gold and silver leaf between two layers of glass originated as early as the 1st century, probably in Alexandria. The process consisted in spreading the leaf on a thin film of blown glass and pressing molten glass on to the leaf so that the molten glass cohered with the film of glass through the pores of the metallic leaf. If before this application of the molten glass the metallic leaf, whilst resting on the thin film of blown glass, was etched with a sharp point, patterns, emblems, inscriptions and pictures could be embedded and rendered permanent by the double coating of glass. The plaques thus formed could be reheated and fashioned into the bases of bowls and drinking vessels. In this way the so-called “fondi d’oro” of the catacombs in Rome were made. They are the broken bases of drinking vessels containing inscriptions, emblems, domestic scenes and portraits etched in gold leaf. Very few have any reference to Christianity, but they served as indestructible marks for indicating the position of interments in the catacombs. The fondi d’oro suggested the manufacture of plaques of gold which could be broken up into tesserae for use in mosaics.
Some of the Roman artificers in glass no doubt migrated to Constantinople, and it is certain that the art was practised there to a very great extent during the middle ages. One of the gates near the port took its name from the adjacent glass houses. St Sofia when erected by Justinian had vaults covered with mosaics and immense windows filled with plates of glass fitted into pierced marble frames; some of the plates, 7 to 8 in. wide and 9 to 10 in. high, not blown but cast, which are in the windows may possibly date from the building of the church. It is also recorded that pierced silver disks were suspended by chains and supported glass lamps “wrought by fire.” Glass for mosaics was also largely made and exported. In the 8th century, when peace was made between the caliph Walid and the emperor Justinian II., the former stipulated for a quantity of mosaic for the decoration of the new mosque at Damascus, and in the 10th century the materials for the decoration of the niche of the kibla at Cordova were furnished by Romanus II. In the 11th century Desiderius, abbot of Monte Casino, sent to Constantinople for workers in mosaic.
We have in the work of the monk Theophilus, Diversarum artium schedula, and in the probably earlier work of Eraclius, about the 11th century, instructions as to the art of glass-making in general, and also as to the production of coloured and enamelled vessels, which these writers speak of as being practised by the Greeks. The only entire enamelled vessel which we can confidently attribute to Byzantine art is a small vase preserved in the treasury of St Mark’s at Venice. This is decorated with circles of rosettes of blue, green and red enamel, each surrounded by lines of gold; within the circles are little figures evidently suggested by antique originals, and precisely like similar figures found on carved ivory boxes of Byzantine origin dating from the 11th or 12th century. Two inscriptions in Cufic characters surround the vase, but they, it would seem, are merely ornamental and destitute of meaning. The presence of these inscriptions may perhaps lead to the inference that the vase was made in Sicily, but by Byzantine workmen. The double-handled blue-glass vase in the British Museum, dating from the 5th century, is probably a chalice, as it closely resembles the chalices represented on early Christian monuments.
Of uncoloured glass brought from Constantinople several examples exist in the treasury of St Mark’s at Venice, part of the plunder of the imperial city when taken by the crusaders in 1204. The glass in all is greenish, very thick, with many bubbles, and has been cut with the wheel; in some instances circles and cones, and in one the outlines of the figure of a leopard, have been left standing up, the rest of the surface having been laboriously cut away. The intention would seem to have been to imitate vessels of rock crystal. The so-called “Hedwig” glasses may also have originated in Constantinople. These are small cups deeply and rudely cut with conventional representations of eagles, lions and griffins. Only nine specimens are known. The specimen in the Rijks Museum at Amsterdam has an eagle and two lions. The specimen in the Germanic Museum at Nuremberg has two lions and a griffin.
Saracenic Glass.—The Saracenic invasion of Syria and Egypt did not destroy the industry of glass-making. The craft survived and flourished under the Saracenic régime in Alexandria, Cairo, Tripoli, Tyre, Aleppo and Damascus. In inventories of the 14th century both in England and in France mention may frequently be found of glass vessels of the manufacture of Damascus. A writer in the early part of the 15th century states that “glass-making is an important industry at Haleb (Aleppo).” Edward Dillon (Glass, 1902) has very properly laid stress on the importance of the enamelled Saracenic glass of the 13th, 14th and 15th centuries, pointing out that, whereas the Romans and Byzantine Greeks made some crude and ineffectual experiments in enamelling, it was under Saracenic influence that the processes of enamelling and gilding on glass vessels were perfected. An analysis of the glass of a Cairene mosque lamp shows that it is a soda-lime glass and contains as much as 4% of magnesia. This large proportion of magnesia undoubtedly supplied the stability required to withstand the process of enamelling. The enamelled Saracenic glasses take the form of flasks, vases, goblets, beakers and mosque lamps. The enamelled decoration on the lamps is restricted to lettering, scrolls and conventional foliage; on other objects figure-subjects of all descriptions are freely used. C. H. Read has pointed out a curious feature in the construction of the enamelled beakers. The base is double but the inner lining has an opening in the centre. Dillon has suggested that this central recess may have served to support a wick. It is possible however, that it served no useful purpose, but that the construction is a survival from the manufacture of vessels with fondi d’oro. The bases containing the embedded gold leaf must have been welded to the vessels to which they belonged, in the same way as the bases are welded to the Saracenic beakers. The enamelling process was probably introduced in the early part of the 13th century; most of the enamelled mosque lamps belong to the 14th century.
Venetian Glass.—Whether refugees from Padua, Aquileia or other Italian cities carried the art to the lagoons of Venice in the 5th century, or whether it was learnt from the Greeks of Constantinople at a much later date, has been a disputed question. It would appear not improbable that the former was the case, for it must be remembered that articles formed of glass were in the later days of Roman civilization in constant daily use, and that the making of glass was carried on, not as now in large establishments, but by artisans working on a small scale. It seems certain that some knowledge of the art was preserved in France, in Germany and in Spain, and it seems improbable that it should have been lost in that archipelago, where the traditions of ancient civilization must have been better preserved than in almost any other place. In 523 Cassiodorus writes of the “innumerosa navigia” belonging to Venice, and where trade is active there is always a probability that manufactures will flourish. However this may be, the earliest positive evidence of the existence at Venice of a worker in glass would seem to be the mention of Petrus Flavianus, phiolarius, in the ducale of Vitale Falier in the year 1090. In 1224 twenty-nine persons are mentioned as friolari (i.e. phiolari), and in the same century “mariegole,” or codes of trade regulations, were drawn up (Monografia della vetraria Veneziana e Muranese, p. 219). The manufacture had then no doubt attained considerable proportions: in 1268 the glass-workers became an incorporated body; in their processions they exhibited decanters, scent-bottles and the like; in 1279 they made, among other things, weights and measures. In the latter part of this century the glass-houses were almost entirely transferred to Murano. Thenceforward the manufacture continued to grow in importance; glass vessels were made in large quantities, as well as glass for windows. The earliest example which has as yet been described—a cup of blue glass, enamelled and gilt—is, however, not earlier than about 1440. A good many other examples have been preserved which may be assigned to the same century: the earlier of these bear a resemblance in form to the vessels of silver made in the west of Europe; in the later an imitation of classical forms becomes apparent. Enamel and gilding were freely used, in imitation no doubt of the much-admired vessels brought from Damascus. Dillon has pointed out that the process of enamelling had probably been derived from Syria, with which country Venice had considerable commercial intercourse. Many of the ornamental processes which we admire in Venetian glass were already in use in this century, as that of mille fiori, and the beautiful kind of glass known as “vitro di trina” or lace glass. An elaborate account of the processes of making the vitro di trina and the vasi a reticelli (Plate I., fig. 7) is given in Bontemps’s Guide du verrier, pp. 602-612. Many of the examples of these processes exhibit surprising skill and taste, and are among the most beautiful objects produced at the Venetian furnaces. That peculiar kind of glass usually called schmelz, an imperfect imitation of calcedony, was also made at Venice in the 15th century. Avanturine glass, that in which numerous small particles of copper are diffused through a transparent yellowish or brownish mass, was not invented until about 1600.
The peculiar merits of the Venetian manufacture are the elegance of form and the surprising lightness and thinness of the substance of the vessels produced. The highest perfection with regard both to form and decoration was reached in the 16th century; subsequently the Venetian workmen somewhat abused their skill by giving extravagant forms to vessels, making drinking glasses in the forms of ships, lions, birds, whales and the like.
Besides the making of vessels of all kinds the factories of Murano had for a long period almost an entire monopoly of two other branches of the art—the making of mirrors and of beads. Attempts to make mirrors of glass were made as early as A.D. 1317, but even in the 16th century mirrors of steel were still in use. To make a really good mirror of glass two things are required—a plate free from bubbles and striae, and a method of applying a film of metal with a uniform bright surface free from defects. The principle of applying metallic films to glass seems to have been known to the Romans and even to the Egyptians, and is mentioned by Alexander Neckam in the 12th century, but it would appear that it was not until the 16th century that the process of “silvering” mirrors by the use of an amalgam of tin and mercury had been perfected. During the 16th and 17th centuries Venice exported a prodigious quantity of mirrors, but France and England gradually acquired knowledge and skill in the art, and in 1772 only one glass-house at Murano continued to make mirrors.
The making of beads was probably practised at Venice from a very early period, but the earliest documentary evidence bearing on the subject does not appear to be of earlier date than the 14th century, when prohibitions were directed against those who made of glass such objects as were usually made of crystal or other hard stones. In the 16th century it had become a trade of great importance, and about 1764 twenty-two furnaces were employed in the production of beads. Towards the end of the same century from 600 to 1000 workmen were, it is stated, employed on one branch of the art, that of ornamenting beads by the help of the blow-pipe. A very great variety of patterns was produced; a tariff of the year 1800 contains an enumeration of 562 species and a vast number of sub-species.
The efforts made in France, Germany and England, in the 17th and 18th centuries, to improve the manufacture of glass in those countries had a very injurious effect on the industry of Murano. The invention of colourless Bohemian glass brought in its train the practice of cutting glass, a method of ornamentation for which Venetian glass, from its thinness, was ill adapted. One remarkable man, Giuseppe Briati, exerted himself, with much success, both in working in the old Venetian method and also in imitating the new fashions invented in Bohemia. He was especially successful in making vases and circular dishes of vitro di trina; one of the latter in the Correr collection at Venice, believed to have been made in his glass-house, measures 55 centimetres (nearly 23 in.) in diameter. The vases made by him are as elegant in form as the best of the Cinquecento period, but may perhaps be distinguished by the superior purity and brilliancy of the glass. He also made with great taste and skill large lustres and mirrors with frames of glass ornamented either in intaglio or with foliage of various colours. He obtained a knowledge of the methods of working practised in Bohemia by disguising himself as a porter, and thus worked for three years in a Bohemian glass-house. In 1736 he obtained a patent at Venice to manufacture glass in the Bohemian manner. He died in 1772.
The fall of the republic was accompanied by interruption of trade and decay of manufacture, and in the last years of the 18th and beginning of the 19th century the glass-making of Murano was at a very low ebb. In the year 1838 Signor Bussolin revived several of the ancient processes of glass-working, and this revival was carried on by C. Pietro Biguglia in 1845, and by others, and later by Salviati, to whose successful efforts the modern renaissance of Venetian art glass is principally due.
The fame of Venice in glass-making so completely eclipsed that of other Italian cities that it is difficult to learn much respecting their progress in the art. Hartshorne and Dillon have drawn attention to the important part played by the little Ligurian town, Altare, as a centre from which glass-workers migrated to all parts of Europe. It is said that the glass industry was established at Altare, in the 11th century, by French craftsmen. In the 14th century Muranese glass-workers settled there and developed the industry. It appears that as early as 1295 furnaces had been established at Treviso, Vicenza, Padua, Mantua, Ferrara, Ravenna and Bologna. In 1634 there were two glass-houses in Rome and one in Florence; but whether any of these produced ornamented vessels, or only articles of common use and window glass, would not appear to have as yet been ascertained.
Germany—Glass-making in Germany during the Roman period seems to have been carried on extensively in the neighbourhood of Cologne. The Cologne museum contains many specimens of Roman glass, some of which are remarkable for their cut decoration. The craft survived the downfall of the Roman power, and a native industry was developed. This industry must have won some reputation, for in 758 the abbot of Jarrow appealed to the bishop of Mainz to send him a worker in glass. There are few records of glass manufacture in Germany before the beginning of the 16th century. The positions of the factories were determined by the supply of wood for fuel, and subsequently, when the craft of glass-cutting was introduced, by the accessibility of water-power. The vessels produced by the 16th-century glass-workers in Germany, Holland and the Low Countries are closely allied in form and decoration. The glass is coloured (generally green) and the decoration consists of glass threads and glass studs, or prunts (“Nuppen”). The use of threads and prunts is illustrated by the development of the “Roemer,” so popular as a drinking-glass, and as a feature in Dutch studies of still life. The “Igel,” a squat tumbler covered with prunts, gave rise to the “Krautstrunk,” which is like the “Igel,” but longer and narrow-waisted. The “Roemer” itself consists of a cup, a short waist studded with prunts and a foot. The foot at first was formed by coiling a thread of glass round the base of the waist; but, subsequently, an open glass cone was joined to the base of the waist, and a glass thread was coiled upon the surface of the cone. The “Passglas,” another popular drinking-glass, is cylindrical in form and marked with horizontal rings of glass, placed at regular intervals, to indicate the quantity of liquor to be taken at a draught.
In the edition of 1581 of the De re metallica by Georg Agricola, there is a woodcut showing the interior of a German glass factory, and glass vessels both finished and unfinished.
In 1428 a Muranese glass-worker set up a furnace in Vienna, and another furnace was built in the same town by an Italian in 1486. In 1531 the town council of Nuremberg granted a subsidy to attract teachers of Venetian technique. Many specimens exist of German winged and enamelled glasses of Venetian character. The Venetian influence, however, was indirect rather than direct. The native glass-workers adopted the process of enamelling, but applied it to a form of decoration characteristically German. On tall, roomy, cylindrical glasses they painted portraits of the emperor and electors of Germany, or the imperial eagle bearing on its wings the arms of the states composing the empire. The earliest-known example of these enamelled glasses bears the date 1553. They were immensely popular and the fashion for them lasted into the 18th century. Some of the later specimens have views of cities, battle scenes and processions painted in grisaille.
A more important outcome, however, of Italian influence was the production, in emulation of Venetian glass, of a glass made of refined potash, lime and sand, which was more colourless than the material it was intended to imitate. This colourless potash-lime glass has always been known as Bohemian glass. It was well adapted for receiving cut and engraved decoration, and in these processes the German craftsmen proved themselves to be exceptionally skilful. At the end of the 16th century Rudolph II. brought Italian rock-crystal cutters from Milan to take control of the crystal and glass-cutting works he had established at Prague. It was at Prague that Caspar Lehmann and Zachary Belzer learnt the craft of cutting glass. George Schwanhart, a pupil of Caspar Lehmann, started glass-cutting at Ratisbon, and about 1690 Stephen Schmidt and Hermann Schwinger introduced the crafts of cutting and engraving glass in Nuremberg. To the Germans must be credited the discovery, or development, of colourless potash-lime glass, the reintroduction of the crafts of cutting and engraving on glass, the invention by H. Schwanhart of the process of etching on glass by means of hydrofluoric acid, and the rediscovery by J. Kunkel, who was director of the glass-houses at Potsdam in 1679, of the method of making copper-ruby glass.
Low Countries and the United Provinces.—The glass industry of the Low Countries was chiefly influenced by Italy and Spain, whereas German influence and technique predominated in the United Provinces. The history of glass-making in the provinces is almost identical with that of Germany. In the 17th and 18th centuries the processes of scratching, engraving and etching were brought to great perfection.
The earliest record of glass-making in the Low Countries consists in an account of payments made in 1453-1454 on behalf of Philip the Good of Burgundy to “Gossiun de Vieuglise, Maître Vorrier de Lille” for a glass fountain and four glass plateaus. Schuermans has traced Italian glass-workers to Antwerp, Liége, Brussels and Namur. Antwerp appears to have been the headquarters of the Muranese, and Liége the headquarters of the Altarists. Guicciardini in his description of the Netherlands, in 1563, mentions glass as among the chief articles of export to England.
In 1599 the privilege of making “Voires de cristal à la faschon Venise,” was granted to Philippe de Gridolphi of Antwerp. In 1623 Anthony Miotti, a Muranese, addressed a petition to Philip IV. of Spain for permission to make glasses, vases and cups of fine crystal, equal to those of Venice, but to be sold at one-third less than Venetian glasses. In 1642 Jean Savonetti “gentilhomme Verrier de Murano” obtained a patent for making glass in Brussels. The Low Country glasses are closely copied from Venetian models, but generally are heavier and less elegant. Owing to the fashion of Dutch and Flemish painters introducing glass vases and drinking-glasses into their paintings of still life, interiors and scenes of conviviality, Holland and Belgium at the present day possess more accurate records of the products of their ancient glass factories than any other countries.
Spain.—During the Roman occupation Pliny states that glass was made “per Hispanias” (Nat. Hist. xxxvi. 26. 66). Traces of Roman glass manufactories have been found in Valencia and Murcia, in the valleys which run down to the coast of Catalonia, and near the mouth of the Ebro. Little is known about the condition of glass-making in Spain between the Roman period and the 13th century. In the 13th century the craft of glass-making was practised by the Moors in Almeria, and was probably a survival from Roman times. The system of decorating vases and vessels by means of strands of glass trailed upon the surface in knots, zigzags and trellis work, was adopted by the Moors and is characteristic of Roman craftsmanship. Glass-making was continued at Pinar de la Vidriera and at Al Castril de la Pena into the 17th century. The objects produced show no sign of Venetian influence, but are distinctly Oriental in form. Many of the vessels have four or as many as eight handles, and are decorated with serrated ornamentation, and with the trailed strands of glass already referred to. The glass is generally of a dark-green colour.
Barcelona has a long record as a centre of the glass industry. In 1324 a municipal edict was issued forbidding the erection of glass-furnaces within the city. In 1455 the glass-makers of Barcelona were permitted to form a gild. Jeronimo Paulo, writing in 1491, says that glass vessels of various sorts were sent thence to many places, and even to Rome. Marineus Siculus, writing early in the 16th century, says that the best glass was made at Barcelona; and Gaspar Baneiros, in his Chronographia, published in 1562, states that the glass made at Barcelona was almost equal to that of Venice and that large quantities were exported.
The author of the Atlante español, writing at the end of the 18th century, says that excellent glass was still made at Barcelona on Venetian models. The Italian influence was strongly felt in Spain, but Spanish writers have given no precise information as to when it was introduced or whence it came. Schuermans has, however, discovered the names of more than twenty Italians who found their way into Spain, in some cases by way of Flanders, either from Altare or from Venice. The Spanish glass-makers were very successful in imitating the Venetian style, and many specimens supposed to have originated from Murano are really Spanish. In addition to the works at Barcelona, the works which chiefly affected Venetian methods were those of Cadalso in the province of Toledo, founded in the 16th century, and the works established in 1680 at San Martin de Valdeiglesias in Avila. There were also works at Valdemaqueda and at Villafranca. In 1680 the works in Barcelona, Valdemaqueda and Villafranca are named in a royal schedule giving the prices at which glass was to be sold in Madrid. In 1772 important glass works were established at Recuenco in the province of Cuenca, mainly to supply Madrid. The royal glass manufactory of La Granja de San Ildefonso was founded about 1725; in the first instance for the manufacture of mirror plates, but subsequently for the production of vases and table-ware in the French style. The objects produced are mostly of white clear glass, cut, engraved and gilded. Engraved flowers, views and devices are often combined with decorative cutting. Don Sigismundo Brun is credited with the invention of permanent gilding fixed by heat. Spanish glass is well represented in the Victoria and Albert Museum.
France.—Pliny states that glass was made in Gaul, and there is reason to believe that it was made in many parts of the country and on a considerable scale. There were glass-making districts both in Normandy and in Poitou.
Little information can be gathered concerning the glass industry between the Roman period and the 14th century. It is recorded that in the 7th century the abbot of Wearmouth in England obtained artificers in glass from France; and there is a tradition that in the 11th century glass-workers migrated from Normandy and Brittany and set up works at Altare near Genoa.
In 1302 window glass, probably crown-glass, was made at Beza le Forêt in the department of the Eure. In 1416 these works were in the hands of Robin and Leban Guichard, but passed subsequently to the Le Vaillants.
In 1338 Humbert, the dauphin, granted a part of the forest of Chamborant to a glass-worker named Guionet on the condition that Guionet should supply him with vessels of glass.
In 1466 the abbess of St Croix of Poitiers received a gross of glasses from the glass-works of La Ferrière, for the privilege of gathering fern for the manufacture of potash.
In France, as in other countries, efforts were made to introduce Italian methods of glass-working. Schuermans in his researches discovered that during the 15th and 16th centuries many glass-workers left Altare and settled in France,—the Saroldi migrated to Poitou, the Ferri to Provence, the Massari to Lorraine and the Bormioli to Normandy. In 1551 Henry II. of France established at St Germain en Laye an Italian named Mutio; he was a native of Bologna, but of Altare origin. In 1598 Henry IV. permitted two “gentil hommes verriers” from Mantua to settle at Rouen in order to make “verres de cristal, verres dorée emaul et autres ouvrages qui se font en Venise.”
France assimilated the craft of glass-making, and her craftsmen acquired a wide reputation. Lorraine and Normandy appear to have been the most important centres. To Lorraine belong the well-known names Hennezel, de Thietry, du Thisac, de Houx; and to Normandy the names de Bongar, de Cacqueray le Vaillant and de Brossard.
In the 17th century the manufacture of mirror glass became an important branch of the industry. In 1665 a manufactory was established in the Faubourg St Antoine in Paris, and another at Tour-la-Ville near Cherbourg.
Louis Lucas de Nehou, who succeeded de Cacqueray at the works at Tour-la-Ville, moved in 1675 to the works in Paris. Here, in 1688, in conjunction with A. Thevart, he succeeded in perfecting the process of casting plate-glass. Mirror plates previous to the invention had been made from blown “sheet” glass, and were consequently very limited in size. De Nehou’s process of rolling molten glass poured on an iron table rendered the manufacture of very large plates possible.
The Manufactoire Royale des Glaces was removed in 1693 to the Château de St Gobain.
In the 18th century the manufacture of vases de verre had become so neglected that the Academy of Sciences in 1759 offered a prize for an essay on the means by which the industry might be revived (Labarte, Histoire des arts industriels).
The famous Baccarat works, for making crystal glass, were founded in 1818 by d’Artigues.
English Glass.—The records of glass-making in England are exceedingly meagre. There is reason to believe that during the Roman occupation the craft was carried on in several parts of the country. Remains of a Roman glass manufactory of considerable extent were discovered near the Manchester Ship Canal at Warrington. Wherever the Romans settled glass vessels and fragments of glass have been found. There is no evidence to prove that the industry survived the withdrawal of the Roman garrison.
It is probable that the glass drinking-vessels, which have been found in pre-Christian Anglo-Saxon tombs, were introduced from Germany. Some are elaborate in design and bear witness to advanced technique of Roman character. In 675 Benedict Biscop, abbot of Wearmouth, was obliged to obtain glass-workers from France, and in 758 Cuthbert, abbot of Jarrow, appealed to the bishop of Mainz to send him artisans to manufacture “windows and vessels of glass, because the English were ignorant and helpless.” Except for the statement in Bede that the French artisans, sent by Benedict Biscop, taught their craft to the English, there is at present no evidence of glass having been made in England between the Roman period and the 13th century. In some deeds relating to the parish of Chiddingfold, in Surrey, of a date not later than 1230, a grant is recorded of twenty acres of land to Lawrence “vitrearius,” and in another deed, of about 1280, the “ovenhusveld” is mentioned as a boundary. This field has been identified, and pieces of crucible and fragments of glass have been dug up. There is another deed, dated 1300, which mentions one William “le verir” of Chiddingfold.
About 1350 considerable quantities of colourless flat glass were supplied by John Alemayn of Chiddingfold for glazing the windows in St George’s chapel, Windsor, and in the chapel of St Stephen, Westminster. The name Alemayn (Aleman) suggests a foreign origin. In 1380 John Glasewryth, a Staffordshire glass-worker, came to work at Shuerewode, Kirdford, and there made brode-glas and vessels for Joan, widow of John Shertere.
There were two kinds of flat glass, known respectively as “brode-glas” and “Normandy” glass. The former was made, as described by Theophilus, from cylinders, which were split, reheated and flattened into square sheets. It was known as Lorraine glass, and subsequently as “German sheet” or sheet-glass. Normandy glass was made from glass circles or disks. When, in after years, the process was perfected, the glass was known as “crown” glass. In 1447 English flat glass is mentioned in the contract for the windows of the Beauchamp chapel at Warwick, but disparagingly, as the contractor binds himself not to use it. In 1486, however, it is referred to in such a way as to suggest that it was superior to “Dutch, Venice or Normandy glass.” The industry does not seem to have prospered, for when in 1567 an inquiry was made as to its condition, it was ascertained that only small rough goods were being made.
In the 16th century the fashion for using glass vessels of ornamental character spread from Italy into France and England. Henry VIII. had a large collection of glass drinking-vessels chiefly of Venetian manufacture. The increasing demand for Venetian drinking-glasses suggested the possibility of making similar glass in England, and various attempts were made to introduce Venetian workmen and Venetian methods of manufacture. In 1550 eight Muranese glass-blowers were working in or near the Tower of London. They had left Murano owing to slackness of trade, but had been recalled, and appealed to the Council of Ten in Venice to be allowed to complete their contract in London. Seven of these glass-workers left London in the following year, but one, Josepho Casselari, remained and joined Thomas Cavato, a Dutchman. In 1574 Jacob Verzellini, a fugitive Venetian, residing in Antwerp, obtained a patent for making drinking-glasses in London “such as are made in Murano.” He established works in Crutched Friars, and to him is probably due the introduction of the use of soda-ash, made from seaweed and seaside plants, in place of the crude potash made from fern and wood ashes. His manufactory was burnt down in 1575, but was rebuilt. He afterwards moved his works to Winchester House, Broad Street. There is a small goblet (Pl. I., fig. 8) in the British Museum which is attributed to Verzellini. It is Venetian in character, of a brownish tint, with two white enamel rings round the body. It is decorated with diamond or steel-point etching, and bears on one side the date 1586, and on the opposite side the words “In God is al mi trust.” Verzellini died in 1606 and was buried at Down in Kent. In 1592 the Broad Street works had been taken over by Jerome Bowes. They afterwards passed into the hands of Sir R. Mansel, and in 1618 James Howell, author of Epistolae Ho-elianae, was acting as steward. The works continued in operation until 1641. During excavations in Broad Street in 1874 many fragments of glass were found; amongst them were part of a wine-glass, a square scent-bottle and a wine-glass stem containing a spiral thread of white enamel.
A greater and more lasting influence on English glass-making came from France and the Low Countries. In 1567 James Carré of Antwerp stated that he had erected two glass-houses at “Fernefol” (Fernfold Wood in Sussex) for Normandy and Lorraine glass for windows, and had brought over workmen. From this period began the records in England of the great glass-making families of Hennezel, de Thietry, du Thisac and du Houx from Lorraine, and of de Bongar and de Cacqueray from Normandy. About this time glass-works were established at Ewhurst and Alford in Surrey, Loxwood, Kirdford, Wisborough and Petworth in Sussex, and Sevenoaks and Penshurst in Kent. Beginning in Sussex, Surrey and Kent, where wood for fuel was plentiful, the foreign glass-workers and their descendants migrated from place to place, always driven by the fuel-hunger of their furnaces. They gradually made their way into Hampshire, Wiltshire, Gloucestershire, Staffordshire, Northumberland, Scotland and Ireland. They can be traced by cullet heaps and broken-down furnaces, and by their names, often mutilated, recorded in parish registers.
In 1610 a patent was granted to Sir W. Slingsby for burning coal in furnaces, and coal appears to have been used in the Broad Street works. In 1615 all patents for glass-making were revoked and a new patent issued for making glass with coal as fuel, in the names of Mansel, Zouch, Thelwall, Kellaway and Percival. To the last is credited the first introduction of covered crucibles to protect the molten glass from the products of burning coal.
Simultaneously with the issue of this patent the use of wood for melting glass was prohibited, and it was made illegal to import glass from abroad. About 1617 Sir R. Mansel, vice-admiral and treasurer of the navy, acquired the sole rights of making glass in England. These rights he retained for over thirty years.
During the protectorate all patent rights virtually lapsed, and mirrors and drinking-glasses were once more imported from Venice. In 1663 the duke of Buckingham, although unable to obtain a renewal of the monopoly of glass-making, secured the prohibition of the importation of glass for mirrors, coach plates, spectacles, tubes and lenses, and contributed to the revival of the glass industry in all its branches. Evelyn notes in his Diary a visit in 1673 to the Italian glass-house at Greenwich, “where glass was blown of finer metal than that of Murano,” and a visit in 1677 to the duke of Buckingham’s glass-works, where they made huge “vases of mettal as cleare, ponderous and thick as chrystal; also looking-glasses far larger and better than any that came from Venice.”
Some light is thrown on the condition of the industry at the end of the 17th century by the Houghton letters on the improvement of trade and commerce, which appeared in 1696. A few of these letters deal with the glass trade, and in one a list is given of the glass-works then in operation. There were 88 glass factories in England which are thus classified:
| Bottles | 39 |
| Looking-glass plates | 2 |
| Crown and plate-glass | 5 |
| Window glass | 15 |
| Flint and ordinary glass | 27 |
| — | |
| 88 |
It is probable that the flint-glass of that date was very different from the flint-glass of to-day. The term flint-glass is now understood to mean a glass composed of the silicates of potash and lead. It is the most brilliant and the most colourless of all glasses, and was undoubtedly first perfected in England. Hartshorne has attributed its discovery to a London merchant named Tilson, who in 1663 obtained a patent for making “crystal glass.” E. W. Hulme, however, who has carefully investigated the subject, is of opinion that flint-glass in its present form was introduced about 1730. The use of oxide of lead in glass-making was no new thing; it had been used, mainly as a flux, both by Romans and Venetians. The invention, if it may be regarded as one, consisted in eliminating lime from the glass mixture, substituting refined potash for soda, and using a very large proportion of lead oxide. It is probable that flint-glass was not invented, but gradually evolved, that potash-lead glasses were in use during the latter part of the 17th century, but that the mixture was not perfected until the middle of the following century.
The 18th century saw a great development in all branches of glass-making. Collectors of glass are chiefly concerned with the drinking-glasses which were produced in great profusion and adapted for every description of beverage. The most noted are the glasses with stout cylindrical legs (Plate I. fig. 9), containing spiral threads of air, or of white or coloured enamel. To this type of glass belong many of the Jacobite glasses which commemorate the old or the young Pretender.
In 1746 the industry was in a sufficiently prosperous condition to tempt the government to impose an excise duty. The report of the commission of excise, dealing with glass, published in 1835 is curious and interesting reading. So burdensome was the duty and so vexatious were the restrictions that it is a matter for wonder that the industry survived. In this respect England was more fortunate than Ireland. Before 1825, when the excise duty was introduced into Ireland, there were flourishing glass-works in Belfast, Cork, Dublin and Waterford. By 1850 the Irish glass industry had been practically destroyed. Injurious as the excise duty undoubtedly was to the glass trade generally, and especially to the flint-glass industry, it is possible that it may have helped to develop the art of decorative glass-cutting. The duty on flint-glass was imposed on the molten glass in the crucibles and on the unfinished goods. The manufacturer had, therefore, a strong inducement to enhance by every means in his power the selling value of his glass after it had escaped the exciseman’s clutches. He therefore employed the best available art and skill in improving the craft of glass-cutting. It is the development of this craft in connexion with the perfecting of flint-glass that makes the 18th century the most important period in the history of English glass-making. Glass-cutting was a craft imported from Germany, but the English material so greatly surpassed Bohemian glass in brilliance that the Bohemian cut-glass was eclipsed. Glass-cutting was carried on at works in Birmingham, Bristol, Belfast, Cork, Dublin, Glasgow, London, Newcastle, Stourbridge, Whittington and Waterford. The most important centres of the craft were London, Bristol, Birmingham and Waterford (see Plate I., fig. 10, for oval cut-glass Waterford bowl). The finest specimens of cut-glass belong to the period between 1780 and 1810. Owing to the sacrifice of form to prismatic brilliance, cut-glass gradually lost its artistic value. Towards the middle of the 19th century it became the fashion to regard all cut-glass as barbarous, and services of even the best period were neglected and dispersed. At the present time scarcely anything is known about the origin of the few specimens of 18th-century English cut-glass which have been preserved in public collections. It is strange that so little interest has been taken in a craft in which for some thirty years England surpassed all competitors, creating a wave of fashion which influenced the glass industry throughout the whole of Europe.
In the report of the Excise Commission a list is given of the glass manufactories which paid the excise duty in 1833. There were 105 factories in England, 10 in Scotland and 10 in Ireland. In England the chief centres of the industry were Bristol, Birmingham, London, Manchester, Newcastle, Stourbridge and York. Plate-glass was made by Messrs Cookson of Newcastle, and by the British Plate Glass Company of Ravenhead. Crown and German sheet-glass were made by Messrs Chance & Hartley of Birmingham. The London glass-works were those of Apsley Pellatt of Blackfriars, Christie of Stangate, and William Holmes of Whitefriars. In Scotland there were works in Glasgow, Leith and Portobello. In Ireland there were works in Belfast, Cork, Dublin and Waterford. The famous Waterford works were in the hands of Gatchell & Co.
India.—Pliny states (Nat. Hist. xxxvi. 26, 66) that no glass was to be compared to the Indian, and gives as a reason that it was made from broken crystal; and in another passage (xii. 19, 42) he says that the Troglodytes brought to Ocelis (Ghella near Bab-el-Mandeb) objects of glass. We have, however, very little knowledge of Indian glass of any considerable antiquity. A few small vessels have been found in the “topes,” as in that at Manikiala in the Punjab, which probably dates from about the Christian era; but they exhibit no remarkable character, and fragments found at Brahmanabad are hardly distinguishable from Roman glass of the imperial period. The chronicle of the Sinhalese kings, the Mahavamsa, however, asserts that mirrors of glittering glass were carried in procession in 306 B.C., and beads like gems, and windows with ornaments like jewels, are also mentioned at about the same date. If there really was an important manufacture of glass in Ceylon at this early time, that island perhaps furnished the Indian glass of Pliny. In the later part of the 17th century some glass decorated with enamel was made at Delhi. A specimen is in the Indian section of the South Kensington Museum. Glass is made in several parts of India—as Patna and Mysore—by very simple and primitive methods, and the results are correspondingly defective. Black, green, red, blue and yellow glasses are made, which contain a large proportion of alkali and are readily fusible. The greater part is worked into bangles, but some small bottles are blown (Buchanan, Journey through Mysore, i. 147, iii. 369).
Persia.—No very remarkable specimens of Persian glass are known in Europe, with the exception of some vessels of blue glass richly decorated with gold. These probably date from the 17th century, for Chardin tells us that the windows of the tomb of Shah Abbas II. (ob. 1666), at Kum, were “de cristal peint d’or et d’azur.” At the present day bottles and drinking-vessels are made in Persia which in texture and quality differ little from ordinary Venetian glass of the 16th or 17th centuries, while in form they exactly resemble those which may be seen in the engravings in Chardin’s Travels.
China.—The history of the manufacture of glass in China is obscure, but the common opinion that it was learnt from the Europeans in the 17th century seems to be erroneous. A writer in the Mémoires concernant les Chinois (ii. 46) states on the authority of the annals of the Han dynasty that the emperor Wu-ti (140 B.C.) had a manufactory of the kind of glass called “lieou-li” (probably a form of opaque glass), that in the beginning of the 3rd century of our era the emperor Tsaou-tsaou received from the West a considerable present of glasses of all colours, and that soon after a glass-maker came into the country who taught the art to the natives.
The Wei dynasty, to which Tsaou-tsaou belonged, reigned in northern China, and at this day a considerable manufacture of glass is carried on at Po-shan-hien in Shantung, which it would seem has existed for a long period. The Rev. A. Williamson (Journeys in North China, i. 131) says that the glass is extremely pure, and is made from the rocks in the neighbourhood. The rocks are probably of quartz, i.e. rock crystal, a correspondence with Pliny’s statement respecting Indian glass which seems deserving of attention.
Whether the making of glass in China was an original discovery of that ingenious people, or was derived via Ceylon from Egypt, cannot perhaps be now ascertained; the manufacture has, however, never greatly extended itself in China. The case has been the converse of that of the Romans; the latter had no fine pottery, and therefore employed glass as the material for vessels of an ornamental kind, for table services and the like. The Chinese, on the contrary, having from an early period had excellent porcelain, have been careless about the manufacture of glass. A Chinese writer, however, mentions the manufacture of a huge vase in A.D. 627, and in 1154 Edrisi (first climate, tenth section) mentions Chinese glass. A glass vase about a foot high is preserved at Nara in Japan, and is alleged to have been placed there in the 8th century. It seems probable that this is of Chinese manufacture. A writer in the Mémoires concernant les Chinois (ii. 463 and 477), writing about 1770, says that there was then a glass-house at Peking, where every year a good number of vases were made, some requiring great labour because nothing was blown (rien n’est soufflé), meaning no doubt that the ornamentation was produced not by blowing and moulding, but by cutting. This factory was, however, merely an appendage to the imperial magnificence. The earliest articles of Chinese glass the date of which has been ascertained, which have been noticed, are some bearing the name of the emperor Kienlung (1735-1795), one of which is in the Victoria and Albert Museum.
In the manufacture of ornamental glass the leading idea in China seems to be the imitation of natural stones. The coloured glass is usually not of one bright colour throughout, but semi-transparent and marbled; the colours in many instances are singularly fine and harmonious. As in 1770, carving or cutting is the chief method by which ornament is produced, the vessels being blown very solid.
Bibliography.—Georg Agricola, De re metallica (Basel, 1556); Percy Bate, English Table Glass (n.d.); G. Bontemps, Guide du verrier (Paris, 1868); Edward Dillon, Glass (London, 1907); C. C. Edgar, “Graeco-Egyptian Glass,” Catalogue du Musée du Caire (1905); Sir A. W. Franks, Guide to Glass Room in British Museum (1888); Rev. A. Hallen, “Glass-making in Sussex,” Scottish Antiquary, No. 28 (1893); Albert Hartshorne, Old English Glasses (London); E. W. Hulme, “English Glass-making in XVI. and XVII. Centuries,” The Antiquary, Nos. 59, 60, 63, 64, 65; Alexander Nesbitt, “Glass,” Art Handbook, Victoria and Albert Museum; E. Peligot, Le Verre, son histoire, sa fabrication (Paris, 1878); Apsley Pellatt, Curiosities of Glass-making (London, 1849); F. Petrie, Tell-el-Amarna, Egypt Exploration Fund (1894); “Egypt,” sect. Art; H. J. Powell, “Cut Glass,” Journal Society of Arts, No. 2795; C. H. Read, “Saracenic Glass,” Archaeologia, vol. 58, part 1.; Juan F. Riano, “Spanish Arts,” Art Handbook, Victoria and Albert Museum; H. Schuermans, “Muranese and Altarist Glass Workers,” eleven letters: Bulletins des commissions royales (Brussels, 1883, 1891). For the United States, see vol. x. of Reports of the 12th Census, pp. 949-1000, and Special Report of Census of Manufactures (1905), Part III., pp. 837-935.
↧ Download as ZWI file | Last modified: 11/17/2022 15:24:23 | 129 views
☰ Source: https://oldpedia.org/article/britannica11/Glass | License: Public domain in the USA. Project Gutenberg License
 ZWI signed:
ZWI signed: